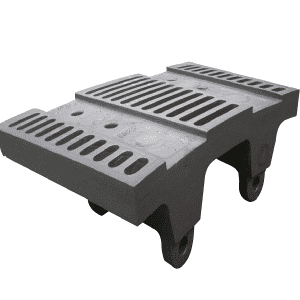
AG Mill Liner
Lühike kirjeldus:
Tootekirjeldus
SAG Semi-Autogeenne Grinding Mill Liner ja AG Autogeenne Grinding Mill Liner H&G-st kasutavad Cr-Mo materjale (AS2074 standard), SAG Semi-Autogeenne Grinding Mill Liner ja AG Autogeenne Grinding Mill Liner tagavad suurepärase löögi- ja kulumiskindluse kõigis poolautogeensetes freesimistes rakendusi.
Meie missiooniks on valida õige materjal õigeks rakenduseks. Teeme selle nimel alati koostööd oma kliendiga. Õige materjali eesmärk on:
1. Mineraalmaa
2. Freesimisandmete teave
3. Lihvimiskandja maksimaalne läbimõõt (mm)
4. Lihvimisaine täituvus (%)
Üldiselt kasutatakse elementi M1 tugeva löögi korral, P1 madala löögi korral. See muutub vastavalt teie mineraalide töötlemisele.
Spetsifikatsioon saadaval
|
Kood |
Keemilised elemendid (%) SAG poolautogeenne jahvatusveski vooder ja AG autogeenne jahvatusveski vooder |
|||||||
|
C |
Si |
Mn |
Kr |
Mo |
Cu |
P |
S |
|
|
P1 |
0,6-0,9 |
0,4-0,7 |
0,6-1,0 |
1,8-2,5 |
0,25-0,5 |
0-0,5 |
≤0,04 |
≤0,06 |
|
M1 |
0,3-0,45 |
0,4-0,7 |
1,3-1,6 |
2,5-3,5 |
0,6-0,8 |
0-0,5 |
≤0,04 |
≤0,06 |
Füüsiline omadus ja mikrostruktuur
|
Kood |
Kõvadus (HB) |
Ak (J/cm2) |
Mikrostruktuur |
|
P1 |
325-375 |
≥50 |
P |
|
M1 |
350-400 |
≥75 |
M |
|
M-martensiit, C-karbiid, A-austeniit, P-perliit |
|||
Märkus. Reguleerige SAG Semi-Autogeenne Grinding Mill Liner ja AG Autogeenne Grinding Mill Liner vastavalt kliendi vajadustele.
Tootepakett
● Terasest kaubaalus, puidust kaubaalus ja puidust kast


● Kohandatud vastavalt spetsiaalsele pakkimisnõudele.
Meie eelis
HG Castingis töötame välja uuenduslikud disainilahendused, mis on kohandatud iga kliendi jaoks. Meie SAG poolautogeense jahvatusveski vooder ja AG autogeenne jahvatusveski vooder on toodetud autogeense jahvatuse (AG), poolautogeense jahvatuse (SAG), esmase / sekundaarse ja uuesti jahvatamise jaoks mõeldud varraste või kuulveskite jaoks. MGS Casting veski vooderdussüsteem, mille on välja töötanud meie kõrgelt koolitatud ja pühendunud meeskond kogu maailmas, on võtnud arvesse kogu teie peenestusahelat. Meie eesliini Mill Engineers toetab suur meeskond, mis koosneb äärmiselt spetsialiseerunud projekteerimisinseneridest, materjalikeemikutest, tootmis- ja logistikaekspertidest, kes vastutavad erakordse teenuse osutamise eest.
Meie meeskonna poolt välja töötatud optimaalsed veski konstruktsioonid võtavad arvesse kasutusiga; jahvatus- ja võimsustõhusus ning maagi omadused ning kliendiahela piirangud nii veski vooderdist üles- kui ka allavoolu.
HG Castingul oli edu, kasutades AG/SAG veskivooderdiste valmistamiseks legeerterast ASTM 2074/L2B. Selle materjali all saab meie veski vooderdiste eluiga ilmselgelt parandada. Meie Austraalia kliendid olid tellinud rohkem kui 10 000 tonni aastas seda materjaliveski vooderdust.
Valukojana on HG Castingil ka SAG poolautogeense lihvveski vooderdis ja AG autogeense lihvimisveski vooderdis. Üldiselt tuleb arvestada tõstukite vahekaugust ja nurka, resti avatud pinda ja ava suurust ning tselluloositõstuki konstruktsiooni ja võimsust. Kõiki neid teemasid on palju uuritud ja vooderdise evolutsioonilise disaini kohta on avaldatud arvukalt juhtumiuuringuid. Kogemuste põhjal on veski vooderdise konstruktsioonid liikunud avatud kestatõstuki mahulisema võimsuse ja resti konstruktsiooni poole, et hõlbustada nii kivipurustusahela kasutamise kui ka SAG-veski võimsuse maksimeerimist. Veski läbilaskevõime on maksimeeritud kestatõstukitega vahekorras 2,5:1 ja 5,0:1. See suhtevahemik on esitatud ilma viiteta näo nurgale; Samaväärse vahekauguse ja kõrguse suhte korral on suurema näonurga reljeefiga tõstukitel uutena vähem pakkimisprobleeme, kuid neil on suurem kulumismäär kui järsema näonurgaga tõstukitel. Tselluloositõstuki konstruktsioon võib olla oluline kaalutlus SAG-tehaste puhul, eriti suurte tehaste puhul. Kõik tehaste suurused suurenevad, tselluloositõstukite nõutav mahutavus kasvab proportsionaalselt tehase mahuga.
Poolautogeenne jahvatusveski vooder, mida nimetatakse ka SAG-veski vooderdiks, autogeenne jahvatusveski vooder, mida nimetatakse ka AG-veski vooderdiks. Alates 2014. aastast on H&G Machinery saanud üks suurimaid AG/SAG veski vooderdiste tootjaid Hiinast. Pole tähtis, millist materjali soovite, kas mangaanteras või Ni-kõva teras või Cr-Mo teras või legeerteras; Pole tähtis, millist tüüpi teie veski vooderdusi vajate. lainekuju või kõrgendatud serva kuju või astmeline kuju; H&G Machinery on teie esimene valik.
Kumb valida H&G Machinery AG/SAG veskivooderdised?
- Rikkalik kogemus. H&G Machinery tarnib rohkem kui 10 000 tonni erinevat tüüpi veskivooderdusi.
- Erinevat materjali. Pakume erinevaid materjale, mis sobivad erinevatele töötingimustele. Nagu mangaanteras, Ni-kõva teras, Cr-Mo teras ja muud legeerterased.
- Täielik QC süsteem. H&G Machinery tarnib täielikku kvaliteedikontrollisüsteemi ja dokumente. Kõiki dokumente ja kirjeid saate kontrollida, kui külastate meid või saadame need teile.
- OEM-teenus. H&G Machinery saab toota teie vooderdusi teie või meie inseneri disaini järgi.
AG SAG Veskivooderduse funktsioon
Poolautogeenne jahvatamine ja autogeenne jahvatamine on suure silindri läbimõõduga ja aeglase pöörlemisega pulberveski. Materjal juhitakse veskisse läbi etteandeotsas oleva õõnsa tihvti. Materjalide koosmõjul läbib teatud peeneks purustatud materjal tühjendust. Otsas olev õõneskael lastakse masinast välja. Vooder on lihvimismasina oluline osa.
- Tõstevooder tõstab materjali teatud kõrgusele, vaba langemise mõju ja hõõrdumise mõju materjalide vahel, nii et materjalid purustatakse ja peeneks jahvatatakse.
- Otsakatte voodriplaadi kuju on suhteliselt eriline. Puistematerjalid lisatakse etteandeava kaudu. Väikesed materjalitükid langevad ühtlaselt silindri põhja keskele piki lainevoodri pinda ja hajuvad seejärel mõlemale poole, samas kui suurtel materjalitükkidel on suurem kineetiline energia. : Mürsu teravik kaldub alati kaugemasse külge, kuid osa sellest põrkub paratamatult lainelise voodri kahe küljega. Tänu lainelise voodri vasturünnakuefektile võib see takistada materjali "eraldumist" aksiaalsetes suurtes ja väikestes tükkides, nii et suured materjalitükid saaksid ühtlaselt jaotuda. Väljalaskeotsast mööda alumist külge tagasi tulnud jäme materjal, nagu äsja lisatud materjaliplokk, langeb ühtlaselt silindri põhja keskele ja seejärel hajub mõlemale poole. Suured ja peeneteralised materjalid liiguvad lihtsustatud hiina põhjas piki teljesuunalist suunda vastupidises suunas, seega on neil lihvimisefekt.
- Nii tõstetav T-kujuline vooderplaat kui ka laineplaat täidavad ploki kiilumise funktsiooni. Veski pöörlemisel suureneb ploki asend ning survejõud kaob kiiresti ja muutub pingeks, kui “kaareline” sild liigub ülespoole ja vajub kokku nii, et pidevast edasi-tagasi liikumisest tekkiv hetkeline pinge põhjustab ploki. monomeerid eraldatakse, mille tulemuseks on jahvatamine.
AG/SAG veski vooderdise materjali valik
Erinevad purustatud materjalid, erinevad töötingimused vajavad sobivaks erinevast materjalist vooderdusi. Kliendi AG või SAG veski vooderdiste nõuete täitmiseks on suurte veski vooderdiste materjalid peamiselt kõrge mangaanisisaldusega teras, kõrge legeeritud valge malm, kõrge süsinikusisaldusega kroom-molübdeenteras, keskmise süsinikusisaldusega kroom-molübdeenteras jne. Maatriks struktuur sisaldab austeniiti, martensiiti, bainiiti ja perliiti.
H&G Machinery tarnib teie AG- või SAG-veski vooderdiste valamiseks järgmisi materjale:
Kõrge mangaanisisaldusega teras
Kõrge mangaanisisaldusega teras on traditsiooniline kulumiskindluse ja freesi vooderduse materjal. Seda kasutatakse laialdaselt erinevates kulumistingimustes, kuna sellel on märkimisväärne töökõvastus. Kõrge mangaanisisaldusega terasest voodriplaadi pika kasutusea põhjuseks on asjaolu, et suurel kuulveskil on aeglane kiirus ja suur löögijõud jahvatuskuuli ja maagi vahel. Kõrge mangaanisisaldusega terase tööd karastusefekt on märkimisväärne ning maagi ja voodriplaadi vaheline kiirus on väike. Kõrge mangaanisisaldusega terasel on aga ka saatuslik nõrkus, see tähendab, et suure löögi korral on madala voolavuspiiri tõttu kerge reoloogiat tekitada, mille tulemuseks on voodri suur deformatsioon, voodri lahtivõtmine on keeruline ja rasketel juhtudel läheb polt katki.
Legeeritud valge malm
Legeeritud valge malmi tüüpiline materjal on kõrge kroomisisaldusega malm ja Cr-sisaldus on tavaliselt suurem kui 12%. Kuna see sisaldab isoleeritud vardalaadseid kõrge kõvadusega M7C3 tüüpi karbiide, on sellel suurem kõvadus ja parem löögikindlus (võrreldes valge malmiga) ning seda on laialdaselt peetud uue põlvkonna kulumiskindlateks materjalideks ja see on olnud kantakse kuulveski vooderdusele. Kõrge kroomisisaldusega malmi löögikindlus on siiski suhteliselt madal (tavaliselt 5–7 J/cm2), seega sobib kõrge kroomisisaldusega malm ainult väikese suurusega vooderdiste ja suurte vooderdiste kaevandamiseks tsemenditehastes. Väikese läbimõõduga märjad veskid (läbimõõt alla 2,5 m) ei sobi suure löögitugevusega suure läbimõõduga veskile, eriti suurtele SAG veskile.
Legeerteras
Legeerteras kui kulumiskindel materjal on saavutanud häid tulemusi ka praktilistes rakendustes. Peamine põhjus seisneb selles, et legeerterase süsinikusisaldus ning legeerelementide tüübid ja sisaldused võivad olla suures vahemikus varieeruvad. Erinevate kuumtöötlusprotsesside korral saab legeerterase struktuuri ja omadusi reguleerida suhteliselt suures vahemikus, et saada paremaid terviklikke mehaanilisi omadusi ja vastata erinevate töötingimuste nõuetele. Uuringud ja praktika on näidanud, et legeerteras sobib suurte iselihvimismasinate ja pooliselihvimismasinate veskivooderduseks, nagu on näidatud tabelis:
| AG Millis kasutatud legeeritud vooderdise suhteline eluiga | ||||||
| Legeerterase liigid | Ball Media | Läbimõõt 11,0m AG Mill Shell vooder |
Läbimõõt 8,2m AG Mill Shell vooder |
Läbimõõt 9,8m AG Mill Shell vooder |
Läbimõõt 9,8m AG Mill End vooder |
Läbimõõt 14,4m AG Mill End vooder |
| Austeniit 12% Mn teras | 0,64 | / | / | / | / | / |
| Pearlite 0,8%C Cr-Mo sulam | 0.7 | / | 0,46 | 0,48 | / | 0,54 |
| Martensiit 0,4%C Cr-Mo sulam | 0,77 | 0,63 | 0,67 | / | 0,73 | 0,81 |
| Martensiit 1,0%C Cr-Mo sulam | 0,85 | / | / | / | / | 0,94 |
| Martensiit 2%Cr-4%Ni rauasulam | 0,83 | 0,67 | / | / | / | / |
| Martensiit 8%Cr-4%Ni rauasulam | / | 0,79 | / | / | / | / |
| Kroom-molübdeenmalm | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 | 1.0 |
On näha, et martensiitsest Cr-Mo legeerterasest vooderplaadil on iselihvimismasinas hea kasutusefekt, millele järgneb perliit Cr-Mo legeerterasest vooderplaat. Pearlite Cr-Mo legeerterasest vooderdust on laialdaselt kasutatud poolautomaatsetes veskites. Kuigi selle kulumiskindlus on veidi halvem kui martensiitsest Cr-Mo legeerterasest, on selle löögikindlus kõrgem kui martensiitsest Cr-Mo legeerterasest, seega sobib see suurele, suhteliselt suure löögijõuga poolisefreespingile.
AG/ SAG veski vooderdiste tüübid
Sõltuvalt kasutuspiirkonnast võib selle jagada järgmisteks osadeks:
- Lifting Liner
- Lõppvooder
- Shell Liner
AG/SAG veskivooderdised
AG/SAG veski vooderdiste kuju on järgmine:
- Lame vooder. Peenjahvatussilo puhul sõltub jahvatuskorpuse tõusukõrgus voodriplaatide vahelisest staatilisest hõõrdetegurist.
- Helmeste vooder. Kasutatuna esimeses prügikastis, võib see tõsta lihvimiskorpuse kõrgemale ja omada suuremat löögienergiat.
- Kumer soonikuga vooder. Sarnane helmeste laineriga.
- Laineline lainer. Sobib pesapalli lihvimiseks.
- Redeli vooder. See sobib silo purustamiseks ja seda kasutatakse laialdaselt.
- Poolkerakujuline vooder. Sobib silo purustamiseks.
AG/SAG veskivooderdiste paigaldamine
Ettevalmistustööd
- Valmistage ette kõik veski vooderdiste vahetamise vajadus.
- Kontrollige kõigi voodriplaatide kuju ja suurust, eemaldage karvad tiivad, valuräbu jne;
- Olge valmis asendama vajalikud poldid, mutrid ja seibid ning muud tarvikud;
- Kontrollige hoolikalt, kas tõsteseadmed, -seadmed ja taglas on ohutud ja töökindlad.
- Valmistage torus oleva ehitusvalgustuse jaoks ette 36 V turvatoide;
- Enne veski seiskamist peab tünnis olema piisavalt mineraale, mis sobivad voodri sisenemiseks ja väljumiseks enne seiskamist.
- Kõik ehitustöötajad peavad enne objektile sisenemist kandma töökaitsevahendeid, sealhulgas kaitsekübaraid, maske ja libisemiskindlaid jalanõusid.
Paigaldamise etapid
- Eemaldage söödakäru ja tõstke vastuvõtupunker üles;
- Eemaldage voodri kinnituspoldid tükkhaaval, et kaitsta ja puhastada kõik kruviaugud. Ärge võtke korraga lahti rohkem kui 3 vooderdise komplekti;
- Tõstke eemaldatud AG veski vooderdised ükshaaval välja, kasutades ajamit, ja seejärel riputage asendatav voodrilaud torusse;
- Tõsteülema juhtimisel kandke sõidukiga tross läbi silindri poldiavade, tõmmake voodrilaud vajalikku paigaldusasendisse ning seejärel kasutage raudkangi abil kruvi ja mutrit sirgeks. Täitke voodrilaua kaks kruviauku vaheldumisi kanepirõngastega (igas rühmas mitte vähem kui 5), paigaldage lekketõkke kummirõngas ja lameseib ning pingutage mutter;
- Veski vooderdise paigaldamisel tuleks puhastada paigalduskoha sademed ja praht;
- Kui avastatakse, et võreplaadi paigalduskoha tühjendusrenn on tõsiselt kulunud, tuleb tühjendusrenn enne võreplaadi vahetamist välja vahetada;
- Paigaldage söödakäru ja kaevanduslehter.
Ohutusmeetmed ja tehnilised nõuded
1. Enne tõstmist tuleb kõiki seadmeid hoolikalt kontrollida, järgides rangelt asjakohaseid eeskirju. Rihmad peavad esemete tõstmisel olema tugevad ja jalakäijatele tuleks meelde tuletada, et nad väldiksid. Käsk peab määrama vastutavaks spetsiaalse isiku;
2. Ehituspersonal peab rangelt järgima ohutustehnilisi tööreegleid, kõrvaldama ebaseaduslikud käsud ja ebaseaduslikud toimingud, kandma erinevaid töökaitsevahendeid ning keelama joomise ja joomise;
3. Veski vooderdised peavad olema kindlalt fikseeritud ilma lõtvumiseta. Kõik poldid tuleb oma kohale kinni keerata. Pärast keeramist ei tohi kruvi ümber olevatesse piludesse lekkida läga;
4. Kukkumise vältimiseks kandke koha ümber korralikku kaitset. Kõrgel kõrgusel tehtavatel lendudel tuleb turvavööd kinnitada vastavalt asjakohastele eeskirjadele, et vältida samaaegset üles- ja allaliikumist;
5. Kui silindrit on vaja sõita vastavalt voodriplaadi vahetusele, tuleb enne silindriga sõitma hakkamist veenduda, kas silindris ja selle ümbruses on inimesi. Õõnesvõlli määrdeõlipump tuleb käivitada enne väntamist;
6. Veskis töötades tuleb esmalt katkestada vastavate seadmete toide ja riputada hoiatussilt. Torus olev valgustus peab tagama hea kaabliisolatsiooni ja kasutama ohutut pinget;
7. Ehitusseadmete, nagu tropid, taglas ja raudkangid, tootmine lõpetatakse, kui avastatakse, et need on kahjustatud või defektsed.