Wat is koperonttrekking?

Koperontginning verwys na die metodes wat gebruik word om koper uit sy ertse te verkry. Die omskakeling van koper bestaan uit 'n reeks fisiese en elektrochemiese prosesse. Metodes het ontwikkel en wissel met land na gelang van die ertsbron, plaaslike omgewingsregulasies en ander faktore.
Soos in alle mynbedrywighede, moet die erts gewoonlik benewens (gekonsentreer) word. Die verwerkingstegnieke hang af van die aard van die erts. As die erts hoofsaaklik sulfiedkoperminerale (soos chalcopyriet) is, word die erts fyngemaak en gemaal om die waardevolle minerale uit die afval ('gangue') minerale te bevry. Dit word dan gekonsentreer met mineraalflotasie. Die konsentraat word gewoonlik dan aan verafgeleë smelters verkoop, hoewel sommige groot myne smelters naby het. Sulke sameplasing van myne en smelters was meer tipies in die 19de en vroeë 20ste eeue, toe kleiner smelters ekonomies kon wees. Die sulfiedkonsentrate word tipies in sulke oonde soos die Outokumpu- of Inco-flitsoond of die ISASMELT-oond gesmelt om mat te produseer, wat omgeskakel en verfyn moet word om anodekoper te produseer. Laastens is die finale raffineringsproses elektrolise. Om ekonomiese en omgewingsredes word baie van die neweprodukte van ontginning herwin. Swaweldioksiedgas word byvoorbeeld opgevang en in swaelsuur omskep - wat dan in die onttrekkingsproses gebruik kan word of vir doeleindes soos kunsmisvervaardiging verkoop kan word.
Geoksideerde kopererts kan deur hidrometallurgiese ekstraksie behandel word.
Geskiedenis

Mynwerkers by die Tamarack-myn in Copper Country, in 1905
Die vroegste bewyse van koue-hamer van inheemse koper kom van die opgrawing by Çayönü Tepesi in Oos-Anatolië, wat tussen 7200 en 6600 vC dateer. [1] Onder die verskillende items wat as votief of amulette beskou word, was daar een wat soos 'n vishoek gelyk het en een soos 'n els. Nog 'n vonds, by Shanidar-grot in Mergasur, Irak, bevat koperkrale, dateer na 8 700 vC. [2]
Een van die wêreld se oudste bekende kopermyne, in teenstelling met die gebruik van oppervlakafsettings, is by Timnavallei, Israel, sedert die vierde millennium vC, met oppervlakafsettingsgebruik sedert die sesde tot vyfde millennium. [3] [4]
Die Pločnik argeologiese terrein in Suidoos-Europa (Serwië) bevat die oudste veilig gedateerde [ twyfelagtige – bespreek ] bewyse van koper maak by hoë temperatuur, vanaf 5 000 vC. Die vonds in Junie 2010 strek vir bykomende 500 jaar die vroeëre rekord van kopersmelting van Rudna Glava (Serwië), gedateer tot 5de millennium vC. [5]
Kopersmelttegnologie het aanleiding gegee tot die Kopertydperk, oftewel Chalkolitiese Tydperk, en toe die Bronstydperk. Die Bronstydperk sou nie moontlik gewees het sonder dat mense smelttegnologie ontwikkel het nie.
Konsentrasie
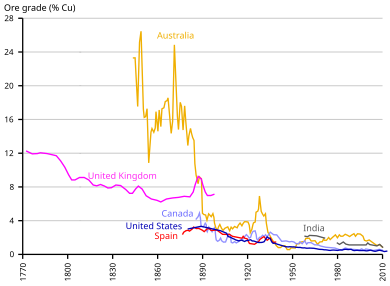
Die dalende konsentrasie van koper in erts vereis nou voorbehandeling van erts.
Die meeste kopererts bevat slegs 'n klein persentasie kopermetaal wat in waardevolle ertsminerale gebind is, met die res van die erts ongewenste gesteentes of gangeminerale, tipies silikaatminerale of oksiedminerale waarvoor daar dikwels geen waarde is nie. In sommige gevalle is uitskot teruggetrek om verlore waarde te herwin, aangesien die tegnologie vir die herwinning van koper verbeter het. Die gemiddelde graad van kopererts in die 21ste eeu is onder 0,6% koper, met 'n proporsie ekonomiese ertsminerale (insluitend koper) wat minder as 2% van die totale volume van die ertsrots is. 'n Sleuteldoelwit in die metallurgiese behandeling van enige erts is die skeiding van ertsminerale van gangminerale binne die rots.
Die eerste fase van enige proses binne 'n metallurgiese behandelingskring is akkurate maal of fyn maal , waar die rots fyngedruk word om klein deeltjies (<100 μm) te produseer wat uit individuele mineraalfases bestaan. Hierdie deeltjies word dan geskei om ganggesteente (rotsreste) te verwyder, waarna 'n proses van fisiese bevryding van die ertsminerale uit die rots gevolg word. Die proses van vrystelling van kopererts hang daarvan af of dit oksied- of sulfiederts is. [6]
Daaropvolgende stappe hang af van die aard van die erts wat die koper bevat en wat ontgin gaan word. Vir oksiedertse word 'n hidrometallurgiese vrystellingsproses normaalweg onderneem, wat die oplosbare aard van die ertsminerale tot voordeel van die metallurgiese behandelingsaanleg gebruik. Vir sulfiederts, beide sekondêre (supergeen) en primêre (hipogeen), word skuimflotasie gebruik om erts fisies van gangboer te skei. Vir spesiale inheemse koperdraende ertsliggame of gedeeltes van ertsliggame wat ryk is aan supergene inheemse koper, kan hierdie mineraal deur 'n eenvoudige swaartekragkring herwin word.
Skuimflotasie

Skuimflotasieselle om koper- en nikkelsulfiedminerale te konsentreer, Falconbridge, Ontario.
Die moderne skuimflotasieproses is onafhanklik die vroeë 1900's in Australië uitgevind deur CV Potter en ongeveer dieselfde tyd deur GD Delprat. [7]

Kopersulfied-gelaaide lugborrels op 'n Jameson-sel by die flotasieaanleg van die Prominent Hillmine in Suid-Australië
Alle primêre sulfiederts van kopersulfiede, en die meeste konsentrate van sekondêre kopersulfiede (synde chalcosiet), word aan smelt onderwerp. Sommige vat-loog- of drukloogprosesse bestaan om chalcosietkonsentrate op te los en koperkatode te produseer uit die resulterende loogoplossing, maar dit is 'n klein deel van die mark.
Karbonaatkonsentrate is 'n relatief geringe produk wat uit kopersementasie-aanlegte vervaardig word, tipies as die eindstadium van 'n hoop-loog-operasie. Sulke karbonaatkonsentrate kan deur 'n oplosmiddelekstraksie en elektrowinning (SX-EW) aanleg behandel word of gesmelt word.
Die kopererts word fyngemaak en tot so 'n grootte gemaal dat 'n aanvaarbare hoë mate van vrystelling tussen die kopersulfiedertsminerale en die gangminerale plaasgevind het. Die erts word dan benat, in 'n suspensie gesuspendeer en met xanthate of ander reagense gemeng, wat die sulfieddeeltjies hidrofobies maak. Tipiese reagense sluit kaliumetielxantaat en natriumetielxantaat in, maar ditiofosfate en ditiokarbamate word ook gebruik.
Die behandelde erts word in 'n watergevulde belugtingstenk gebring wat oppervlakaktiewe middel soos metielisobutielkarbinol (MIBC) bevat. Lug word voortdurend deur die flodder gedwing en die lugborrels heg aan die hidrofobiese kopersulfieddeeltjies, wat na die oppervlak gelei word, waar hulle 'n skuim vorm en afgeskep word. Hierdie skimmings word oor die algemeen aan 'n skoner-aasvangersel onderwerp om oortollige silikate te verwyder en om ander sulfiedminerale te verwyder wat die konsentraatkwaliteit (tipies galena) en die finale konsentraat wat vir smelting gestuur word, nadelig kan beïnvloed. Die rots wat nie in die flotasiesel afgedryf het nie, word óf as uitskot weggegooi óf verder verwerk om ander metale soos lood (van galena) en sink (uit sfaleriet) te onttrek indien dit bestaan. Om die prosesdoeltreffendheid te verbeter, word kalk gebruik om die pH van die waterbad te verhoog, wat veroorsaak dat die versamelaar meer ioniseer en verkieslik aan chalcopyriet (CuFeS 2) bind en die piriet (FeS 2) vermy. Yster bestaan in beide primêre sone minerale. Kopererts wat chalcopyriet bevat kan gekonsentreer word om 'n konsentraat te produseer met tussen 20% en 30% koper-in-konsentraat (gewoonlik 27–29% koper); die res van die konsentraat is yster en swael in die chalcopyriet, en ongewenste onsuiwerhede soos silikaat gang-minerale of ander sulfiedminerale, tipies geringe hoeveelhede piriet, sfaleriet of galena. Chalcosietkonsentrate gradeer gewoonlik tussen 37% en 40% koper-in-konsentraat, aangesien chalcosiet geen yster in die mineraal het nie.
Hidrometallurgiese ekstraksie
Sulfiederts
Sekondêre sulfiede – dié wat deur supergeen sekondêre verryking gevorm word – is bestand ( brandbestand ) teen swawelloging. Hierdie ertse is 'n mengsel van koperkarbonaat, sulfaat, fosfaat en oksiedminerale en sekondêre sulfiedminerale, hoofsaaklik chalcosiet, maar ander minerale soos digeniet kan belangrik wees in sommige afsettings.
Supergene ertse ryk aan sulfiede kan gekonsentreer word deur skuimflotasie. 'n Tipiese konsentraat van chalcosiet kan tussen 37% en 40% koper in sulfied gradeer, wat hulle relatief goedkoop maak om te smelt in vergelyking met chalcopyrietkonsentrate.
Sommige supergeensulfiedneerslae kan geloog word deur 'n bakteriële oksidasiehoop-loogproses te gebruik om die sulfiede na swaelsuur te oksideer, wat ook gelyktydige loging met swaelsuur moontlik maak om 'n kopersulfaatoplossing te produseer. Soos met oksiederts, word oplosmiddel-ekstraksie- en elektrowinning-tegnologie gebruik om die koper uit die swanger loogoplossing te herwin.
Supergeen sulfiedertse ryk aan inheemse koperminerale is ongevoelig vir behandeling met swaelsuurloging op alle praktiese tydskale, en die digte metaaldeeltjies reageer nie met skuimflotasiemedia nie. Tipies, as inheemse koper 'n klein deel van 'n supergeenprofiel is, sal dit nie herwin word nie en sal dit aan die uitskot rapporteer. Wanneer dit ryk genoeg is, kan inheemse koperertsliggame behandel word om die vervatte koper te herwin via 'n swaartekrag-skeidingskring waar die digtheid van die metaal gebruik word om dit van die ligter silikaatminerale te bevry. Dikwels is die aard van die ganggesteente belangrik, aangesien kleiryke inheemse kopererts moeilik is om te bevry.
Oksied ertse
Geoksideerde koperertsliggame kan deur verskeie prosesse behandel word, met hidrometallurgiese prosesse wat gebruik word om oksiederts te behandel wat oorheers word deur koperkarbonaatminerale soos azuriet en malakiet, en ander oplosbare minerale soos silikate soos chrysocolla, of sulfate soos atakamiet ensovoorts.
Sulke oksiedertse word gewoonlik deur swaelsuur geloog, gewoonlik in 'n hooploging- of stortlogingsproses om die koperminerale in 'n oplossing van swaelsuur gelaai met kopersulfaat in oplossing vry te stel. Die kopersulfaatoplossing (die dragtige uitloogoplossing) word dan van koper gestroop via 'n oplosmiddel-ekstraksie- en elektrowinning- (SX-EW)-aanleg, met die gestroopte (ontdekte) swaelsuur terug na die hope hersirkuleer. Alternatiewelik kan die koper uit die swanger oplossing gepresipiteer word deur dit met skrootyster in aanraking te bring; 'n proses wat sementasie genoem word. Sementkoper is gewoonlik minder suiwer as SX-EW koper. Swaelsuur word gewoonlik gebruik as 'n loogmiddel vir koperoksied, hoewel dit moontlik is om water te gebruik, veral vir ertse wat ryk is aan ultra-oplosbare sulfaatminerale. [ aanhaling benodig ]
Oor die algemeen word skuimflotasie nie gebruik om koperoksiederts te konsentreer nie, aangesien oksiedminerale nie reageer op die skuimflotasiechemikalieë of -proses nie (dws hulle bind nie aan die keroseengebaseerde chemikalieë nie). Koperoksiederts is soms deur skuimflotasie behandel deur sulfidasie van die oksiedminerale met sekere chemikalieë wat met die oksiedmineraaldeeltjies reageer om 'n dun sulfiedrym (gewoonlik chalcosiet) te produseer, wat dan deur die skuimflotasieaanleg geaktiveer kan word.
Sulfied smelt
Tot die laaste helfte van die 20ste eeu was die smelt van sulfiederts byna die enigste manier om kopermetaal uit ontginde ertse te vervaardig ( primêre koperproduksie). Davenport, et al, het in 2002 opgemerk dat selfs toe 80% van globale primêre koperproduksie van koper-yster-swaelminerale was en dat die oorgrote meerderheid hiervan deur smelt behandel is.
Koper is aanvanklik uit sulfiederts herwin deur die erts direk in 'n oond te smelt. [9] Die smelters was aanvanklik naby die myne geleë om die koste van vervoer te minimaliseer. Dit het die buitensporige koste van die vervoer van die afvalminerale en die swael en yster wat in die koperbevattende minerale voorkom, vermy. Soos die konsentrasie van koper in die ertsliggame egter afgeneem het, het die energiekoste om die hele erts te smelt ook onbetaalbaar geword, en dit het nodig geword om die erts eers te konsentreer.
Aanvanklike konsentrasietegnieke het handsortering [10] en swaartekragkonsentrasie ingesluit. Dit het groot verliese aan koper tot gevolg gehad. Gevolglik was die ontwikkeling van die skuimflotasieproses 'n groot stap vorentoe in mineraalverwerking. [11] Dit het die ontwikkeling van die reuse Bingham Canyon-myn in Utah moontlik gemaak. [12]
In die twintigste eeu is die meeste erts gekonsentreer voordat dit gesmelt is. Smelt is aanvanklik onderneem met behulp van sinteraanlegte en hoogoonde, [13] of met braaiers en galmoonde. [14] Rooster- en galmoondsmelting het primêre koperproduksie tot die 1960's oorheers. [8]
Braai
Die roosterproses word gewoonlik in kombinasie met galmoonde onderneem. In die rooster word die koperkonsentraat gedeeltelik geoksideer om "kalsien" en swaeldioksiedgas te produseer. Die stoïgiometrie van die reaksie wat plaasvind is:
- 2 CuFeS 2 + 3 O 2 → 2 FeO + 2 CuS + 2 SO 2
Roostering laat oor die algemeen meer swael in die gebrande produk (15% in die geval van die rooster by Mount Isa Mines [15] ) as wat 'n sinterplant in die gesinterde produk laat (ongeveer 7% in die geval van die Electrolytic Refining and Smelting smelter [ 16] ).
Vanaf 2005 is roostering nie meer algemeen in koperkonsentraatbehandeling nie, omdat die kombinasie daarvan met galmoonde nie energiedoeltreffend is nie en die SO 2 -konsentrasie in die roosterafgas te verdun is vir kostedoeltreffende opvang. [8] Direkte smelting word nou bevoordeel, bv. die gebruik van die volgende smelttegnologieë: blitssmelting, Isasmelt-, Noranda-, Mitsubishi- of El Teniente-oonde. [8]
Smelt

Vervanging van galmoondsmelting deur blitssmelting, wat verband hou met die aantal kopersmelters wat hierdie tegnologie gebruik.
Die aanvanklike smelt van die materiaal wat gesmelt moet word, word gewoonlik na verwys as die smelt- of matsmeltstadium . Dit kan in 'n verskeidenheid oonde onderneem word, insluitend die grootliks verouderde hoogoonde en nagalmoonde, asook flitsoonde, Isasmelt-oonde, ens. [8] Die produk van hierdie smeltstadium is 'n mengsel van koper, yster en swael wat is verryk in koper, en wat mat of kopermat.[8] Die term matgraad word gewoonlik gebruik om na die koperinhoud van die mat te verwys. [17]
Die doel van die matsmeltstadium is om soveel moontlik van die ongewenste yster-, swael- en gangminerale (soos silika, magnesia, alumina en kalksteen) uit te skakel, terwyl die verlies aan koper tot die minimum beperk word. [17] Dit word bereik deur ystersulfiede met suurstof (in lug of suurstofverrykte lug) te laat reageer om ysteroksiede te produseer (hoofsaaklik as FeO, maar met 'n mate van magnetiet (Fe 3O 4)) en swaeldioksied. [17]
Kopersulfied en ysteroksied kan meng, maar wanneer voldoende silika bygevoeg word, word 'n aparte slaklaag gevorm. [18] Die byvoeging van silika verminder ook die smeltpunt (of, meer gesproke, die liquidus-temperatuur) van die slak, wat beteken dat die smeltproses teen 'n laer temperatuur bedryf kan word. [18]
Die slakvormende reaksie is:
- FeO + SiO 2 → FeO.SiO 2[17]
Slak is minder dig as mat, so dit vorm 'n laag wat bo-op die mat dryf. [19]
Koper kan op drie maniere uit die mat verlore gaan: as koperoksied (Cu 2O) opgelos in die slak, [20] as sulfiedkoper opgelos in die slak [21] of as klein druppels (of prille ) van mat wat in die slak gesuspendeer word. slak. [22] [23]
Die hoeveelheid koper wat as oksiedkoper verlore gaan, neem toe namate die suurstofpotensiaal van die slak toeneem. [23] Die suurstofpotensiaal neem oor die algemeen toe namate die koperinhoud van die mat verhoog word. [24] Dus neem die verlies aan koper as oksied toe namate die koperinhoud van die mat toeneem. [25]
Aan die ander kant neem die oplosbaarheid van sulfidiese koper in slak af namate die koperinhoud van die mat meer as ongeveer 40% toeneem. [21] Nagamori het bereken dat meer as die helfte van die koper wat in slak opgelos is van matte wat minder as 50% koper bevat, sulfidiese koper is. Bo hierdie syfer begin oksidiese koper oorheers. [21]
Die verlies aan koper as prille wat in die slak gesuspendeer word, hang af van die grootte van die prille, die viskositeit van die slak en die beskikbare afsaktyd. [26] Rosenqvist het voorgestel dat ongeveer die helfte van die koperverliese aan slak te wyte was aan opgeskorte prille. [26]
Die massa slak wat in die smeltstadium gegenereer word, hang af van die ysterinhoud van die materiaal wat in die smeltoond gevoer word en die teikenmatgraad. Hoe groter die ysterinhoud van die voer, hoe meer yster sal vir 'n gegewe matgraad na die slak afgekeur moet word. Net so vereis die verhoging van die teikenmatgraad die verwerping van meer yster en 'n toename in die slakvolume.
Dus, die twee faktore wat die verlies van koper tot slak in die smeltstadium die meeste beïnvloed, is:
- matgraad
- massa slak. [18]
Dit beteken dat daar 'n praktiese beperking is op hoe hoog die matgraad kan wees as die verlies van koper tot slak tot die minimum beperk moet word. Daarom is verdere stadiums van verwerking (omskakeling en brandverfyning) nodig.
Die volgende onderafdelings beskryf kortliks sommige van die prosesse wat in matsmelting gebruik word.
Galmoondsmelting
Galmoonde is lang oonde wat nat, droë of geroosterde konsentraat kan behandel. [8] Die meeste van die galmoonde wat in die laaste jare gebruik is, het geroosterde konsentraat behandel omdat die inbring van droë voermateriaal in die galmoond meer energiedoeltreffend is, en omdat die uitskakeling van van die swael in die rooster hoër mat grade tot gevolg het. [8]
Die nagalmoondvoer word by die oond gevoeg deur voergate langs die kante van die oond. [8] Bykomende silika word gewoonlik bygevoeg om die slak te help vorm. Die oond word met branders afgevuur met poeiersteenkool, brandstofolie of aardgas [27] en die vaste lading word gesmelt.
Galmoonde kan addisioneel gevoed word met gesmelte slak vanaf die latere omskakelingstadium om die vervatte koper en ander materiale met 'n hoë koperinhoud te herwin. [27]
Omdat die nagalmoondbad stil is, vind baie min oksidasie van die voer plaas (en dus word baie min swael uit die konsentraat uitgeskakel). Dit is in wese 'n smeltproses. [26] Gevolglik het natgelaaide galmoonde minder koper in hul matproduk as kalsiengelaaide oonde, en hulle het ook laer koperverliese aan slak. [27] Gill haal 'n koper in slakwaarde van 0.23% aan vir 'n natgelaaide galmoond teenoor 0.37% vir 'n kalsiengelaaide oond. [27]
In die geval van kalsiengelaaide oonde is 'n aansienlike gedeelte van die swael tydens die roosterstadium uitgeskakel, en die kalsien bestaan uit 'n mengsel van koper- en ysteroksiede en sulfiede. Die nagalmoond dien om hierdie spesies in staat te stel om chemiese ewewig te benader by die oond se werkstemperatuur (ongeveer 1600 °C aan die branderkant van die oond en ongeveer 1200 °C by die rookkanaalkant; [28] die mat is ongeveer 1100 °C en die slak is ongeveer 1195 °C [27] ). In hierdie ekwilibrasieproses ruil suurstof wat met koperverbindings verband hou met swael wat met ysterverbindings geassosieer word, wat die ysteroksied-inhoud van die oond verhoog, en die ysteroksiede reageer met silika en ander oksiedmateriale om die slak te vorm. [27]
Die belangrikste ewewigsreaksie is:
- Cu 2O + FeS = Cu 2S + FeO [27]
Die slak en die mat vorm duidelike lae wat as aparte strome uit die oond verwyder kan word. Die slaklaag word periodiek toegelaat om deur 'n gat in die muur van die oond bo die hoogte van die matlaag te vloei. Die mat word verwyder deur dit deur 'n gat in lepels te dreineer sodat dit met 'n hyskraan na die omsetters gedra kan word. [27] Hierdie dreineerproses staan bekend as die tap van die oond. [27] Die mat kraangat is normaalweg 'n gat deur 'n waterverkoelde koperblok wat erosie van die vuurvaste stene wat die oond voer, voorkom. Wanneer die verwydering van die mat of slak voltooi is, word die gat gewoonlik met klei toegestop, wat verwyder word wanneer die oond gereed is om weer getap te word.
Galmoonde is dikwels gebruik om gesmelte omsetterslak te behandel om die koper te herwin. [27] Dit sou in die oonde gegooi word uit skeplepels wat deur hyskrane gedra word. Die omsetterslak is egter hoog in magnetiet [29] en van hierdie magnetiet sal uit die omsetterslak presipiteer (as gevolg van sy hoër smeltpunt), wat 'n aanwas op die vuurherd van die nagalmoond vorm en die stilstand van die oond noodsaak om verwyder die aanwas. [29] Hierdie aanwasvorming beperk die hoeveelheid omsetterslak wat in 'n galmoond behandel kan word. [29]
Terwyl galmoonde baie lae koperverliese aan slak het, is hulle nie baie energiedoeltreffend nie en die lae konsentrasies swaeldioksied in hul afgasse maak die opvang daarvan onekonomies. [8] Gevolglik het smelteroperateurs in die 1970's en 1980's baie geld gewy aan die ontwikkeling van nuwe, meer doeltreffende kopersmeltprosesse. [30] Boonop is blitssmelttegnologie vroeër jare ontwikkel en het galmoonde begin vervang. Teen 2002 was 20 van die 30 nagalmoonde wat nog in 1994 werksaam was, gesluit. [8]
Flitsoond smelt
In blitssmelting word die konsentraat in 'n lug- of suurstofstroom versprei en die smeltreaksies word grootliks voltooi terwyl die mineraaldeeltjies nog in vlug is. [30] Die gereageerde deeltjies sit dan in 'n bad aan die onderkant van die oond, waar hulle optree soos calcine in 'n galmoond. [31] 'n Slaklaag vorm bo-op die matlaag, en hulle kan apart uit die oond getap word. [31]
Omskakeling

Suurstofvrye koper aka "Tough-pitch" koper (ongeveer 98% suiwer), wat antimoon en nikkel bevat
Die mat, wat in die smelter vervaardig word, bevat 30–70% koper (na gelang van die proses wat gebruik word en die bedryfsfilosofie van die smelter), hoofsaaklik as kopersulfied, sowel as ystersulfied. Die swael word teen hoë temperatuur as swaeldioksied verwyder deur lug deur gesmelte mat te blaas:
- 2 CuS + 3 O 2 → 2 CuO + 2 SO 2
- CuS + O 2 → Cu + SO 2
In 'n parallelle reaksie word die ystersulfied in slak omgeskakel:
- 2 FeS + 3 O 2 → 2 FeO + 2 SO 2
- 2 FeO + SiO 2 → Fe 2SiO 4
Die suiwerheid van hierdie produk is 98%, dit staan bekend as blister as gevolg van die gebreekte oppervlak wat geskep word deur die ontsnapping van swaeldioksiedgas as blisterkopervarke of -blokke afgekoel word. Byprodukte wat in die proses gegenereer word, is swaeldioksied en slak. Die swaeldioksied word opgevang vir gebruik in vroeëre logingsprosesse.
Vuurverfyning
Die blisterkoper word in 'n anode-oond gesit, 'n oond wat die blisterkoper in twee fases verfyn tot anodegraadkoper deur die meeste van die oorblywende swael en yster te verwyder, en dan suurstof wat tydens die eerste fase ingebring is, te verwyder. Hierdie tweede fase, wat dikwels na verwys word as poling , word gedoen deur aardgas, of 'n ander reduseermiddel, deur die gesmelte koperoksied te blaas. Wanneer hierdie vlam groen brand, wat die koperoksidasiespektrum aandui, is die suurstof meestal afgebrand. Dit skep koper teen ongeveer 99% suiwer.
Elektroraffinering

Toestel vir elektrolitiese raffinering van koper
Die koper word deur elektrolise verfyn. Die anodes wat van verwerkte blisterkoper gegiet is, word in 'n waterige oplossing van 3-4% kopersulfaat en 10-16% swaelsuur geplaas. Katodes is dun gerolde velle van hoogs suiwer koper of, meer algemeen deesdae, herbruikbare vlekvrye staal beginplate (soos in die IsaKidd-proses). [32] 'n Potensiaal van slegs 0,2–0,4 volt word benodig vir die proses om te begin. In industriële aanlegte is stroomdigthede tot 420 A/m 2 moontlik. [33] By die anode los koper en minder edelmetale op. Meer edelmetale soos silwer, goud, selenium en tellurium vestig aan die onderkant van die sel as anodeslym, wat 'n verkoopbare neweproduk vorm. Koper(II)-ione migreer deur die elektroliet na die katode. By die katode trek kopermetaalplate uit, maar minder edele bestanddele soos arseen en sinkremain in oplossing tensy 'n hoër spanning gebruik word. [34] Die reaksies is:
By die anode: Cu (s) → Cu 2+ (aq) + 2e −
By die katode: Cu 2+ (aq) + 2e − → Cu (s)
Konsentraat en koperbemarking
Koperkonsentrate wat deur myne geproduseer word, word aan smelters en raffineerders verkoop wat die erts behandel en die koper raffineer en vir hierdie diens vra deur behandelingsheffings (TC's) en raffineringsheffings (RC's). Die wêreldwye koperkonsentraatmark [35] is in 2019 op VS$81 miljard gewaardeer en sal na verwagting VS$93 miljard bereik teen 2027, uit te brei teen 'n CAGR van 2.5%. Die TK'e word gehef in VS$ per ton konsentraat behandel en RC'e word gehef in sent per pond behandel, gedenomineer in Amerikaanse dollars, met maatstafpryse wat jaarliks deur groot Japannese smelters vasgestel word. Die klant in hierdie geval kan 'n smelter wees wat blisterkoperblokke aan 'n raffineerder verkoop, of 'n smelter-raffineerder wat vertikaal geïntegreer is.
Een algemene vorm van koperkonsentraat bevat goud en silwer, soos die een wat Bougainville Copper Limited vanaf die vroeë 1970's tot die laat 1980's van die Panguna-myn vervaardig het.
Die tipiese kontrak vir 'n mynwerker word gedenomineer teen die London Metal Exchange-prys, minus die TC-RC's en enige toepaslike boetes of krediete. Strawwe kan teen koperkonsentrate bepaal word volgens die vlak van skadelike elemente soos arseen, bismut, lood of wolfram. Omdat 'n groot gedeelte van kopersulfiedertsliggame silwer of goud in aansienlike hoeveelhede bevat, kan 'n krediet aan die mynwerker vir hierdie metale betaal word indien hul konsentrasie binne die konsentraat bo 'n sekere bedrag is. Gewoonlik vra die raffineerder of smelter die mynwerker 'n fooi op grond van die konsentrasie; 'n tipiese kontrak sal spesifiseer dat 'n krediet verskuldig is vir elke ons van die metaal in die konsentraat bo 'n sekere konsentrasie; onder dit, as dit herwin word, sal die smelter die metaal hou en dit verkoop om koste te dek.
Koperkonsentraat word óf via lokokontrakte óf onder langtermynkontrakte as 'n tussenproduk in eie reg verhandel. Dikwels verkoop die smelter die kopermetaal self namens die mynwerker. Die mynwerker word die prys betaal op die tydstip dat die smelter-raffineerder die verkoop doen, nie teen die prys op die datum van lewering van die konsentraat nie. Onder 'n kwotasieprysstelsel word ooreengekom dat die prys op 'n vaste datum in die toekoms is, gewoonlik 90 dae vanaf die tyd van aflewering aan die smelter.
A-graad koperkatode is van 99,99% koper in velle wat 1 cm dik is, en ongeveer 1 vierkante meter weeg ongeveer 200 pond. Dit is 'n ware kommoditeit, gelewer aan en verhandelbaar op die metaalbeurse in New York Stad (COMEX), Londen (London Metals Exchange) en Sjanghai (Shanghai Futures Exchange). Dikwels word koperkatode op die beurse indirek verhandel deur middel van lasbriewe, opsies of ruilkontrakte, sodat die meerderheid van koper op die LME/COMEX/SFE verhandel word, maar aflewering word direk bereik, deur die fisiese koper logisties te verskuif en die koperplaat vanaf die fisiese pakhuise self.
Die chemiese spesifikasie vir elektrolitiese graad koper is ASTM B 115-00 ('n standaard wat die suiwerheid en maksimum elektriese weerstand van die produk spesifiseer).
Mr. Nick Sun [email protected]
Postyd: 27-Sep-2020