Teck se uitbreiding in Chili is met tot ses maande vertraag

Teck Resources, (TSX: TECK.A | TECK.B) (NYSE: TECK) Kanada se grootste gediversifiseerde mynwerker, kan sien dat sy Quebrada Blanca Fase 2 (QB2) uitbreidingsprojek in Chili met tot ses maande vertraag word weens covid-19-onderbrekings .
Met die resultate vir die tweede kwartaal , waarin Teck ' n verlies van $149 miljoen aangeteken het , het die Vancouver-gebaseerde mynwerker gesê dat al sy myne regoor Kanada, die Verenigde State, Chili en Peru voortgegaan het.
Konstruksie-aktiwiteite wat verband hou met die tweede fase van die uitbreiding van Teck se Quebrada Blanca-kopermyn is in Maart opgeskort om te voldoen aan Chili se pogings om die verspreiding van covid-19 te beperk.
Die maatreël, wat oorspronklik bedoel was om twee weke te duur, het sowat 15 000 werkers geraak.
Terwyl die maatskappy geleidelik werk by QB2 opskerp, het dit opgemerk dat die voltooiing van die projek tussen vyf en ses maande na die verwagte Q4-2021-sperdatum kan neem.
Sodanige vertraging sal 'n koste van $260 tot $290 miljoen (rente uitgesluit) beloop, in die veronderstelling dat die aanloopaktiwiteite in die derde kwartaal van die jaar volgens plan verloop, het Teck gesê.
Die mynwerker het konstruksie-aktiwiteite in Maart opgeskort om die oordrag van covid-19 te help beperk. Veldwerkersmag is na demobiliseringsaktiwiteite tot 500 mense verminder en dit is sedertdien weer geleidelik vermeerder.
Tans is daar meer as 3 000 mense op die perseel. Soos toestande dit toelaat, beplan Teck om 4 000 werkers teen die einde van Julie terug te hê by Quebrada Blanca en 8 000 teen die einde van Oktober.
Teck sien die Quebrada Blanca Fase 2 as sy belangrikste groeigeleentheid, met die potensiaal om sy koperbesigheid te verdubbel . Dit sal na verwagting die verouderende deposito se leeftyd met 28 jaar verleng en produksie aansienlik verhoog tot 300 000 ton koper per jaar vanaf 23 400 ton in 2017.
Die Kanadese mynreus bestudeer reeds 'n Fase 3 vir die myn , wat sy kapasiteit tot 600 000 ton koper per jaar sal verdubbel. Die moontlike uitbreiding sal die myn Chili se tweede grootste koperoperasie maak, naas Escondida. Dit sal ook Quebrada Blanca onder die wêreld se top vyf kopermyne plaas.
Wat koste betref, sal Fase 3 'n investering van $5 miljard benodig, aangesien dit die installering van 'n nuwe konsentrator sal moet insluit.
Koper is een van vier sake-eenhede by Teck, behalwe vir die vervaardiging van steenkool, olie en sink, en word as 'n maatskappyprioriteit beskou.
Hersiene leiding
Teck se verlies in die drie maande geëindig 30 Junie het 28 sent per aandeel beloop, vergeleke met 'n wins van 41 sent per aandeel, of $231 miljoen wins in dieselfde tydperk verlede jaar.
Uitgesluit eenmalige items, het sy aangepaste wins tot $89 miljoen of 17 sent per aandeel gedaal, van $498 miljoen of 88 sent per aandeel 'n jaar tevore.
Inkomste het tot $1,72 miljard gedaal vanaf $3,1 miljard in die tweede kwartaal van 2019.
Teck het in April sy vooruitsig vir 2020 opgeskort, met verwysing na die impak van die koronavirus-uitbraak.
Dit verwag nou om 11 miljoen tot 12 miljoen ton staalvervaardigingssteenkool en 145 000 ton tot 160 000 ton koper gedurende die tweede helfte van die jaar te produseer.
Dit het ook sinkproduksie tussen 315 000 ton en 345 000 ton voorspel.
Met die kragtige ontwikkeling van die industrialisasie van die myn het verskeie tipes vergruisingsstasies ontstaan. Ooreenstemmende volledige stelle toerusting soos brekers en vervoerbande is wyd gebruik, en die vraag na verwante bykomstighede en onderdele het ook toegeneem. As die hoofvervoerband op die breker, neem die hoeveelheid komponent-voorskoottoevoerpan ook geleidelik toe,
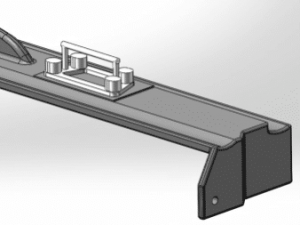
Maar as gevolg van die moeilikheid van vervaardiging, die voorskoot voer panne van groot myne is almal ingevoer en die pryse is hoog. Die breker-kettingplaat wat hierdie keer ontwikkel is, is 'n bykomstige produk van Anshan Iron and Steel Mining Company se breker. Die breker is die sleuteltoerusting vir mynbedrywighede. Die voortdurende en stabiele werking het 'n groot impak op die doeltreffende en veilige produksie van die myn. Die onmisbare en belangrike komponente daarop kan groot vragte en slytasie weerstaan en het 'n breë markruimte. Die struktuur van die voorskootvoerpan word in die volgende prent getoon.
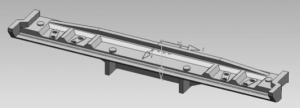
Hierdie voorskoot voerder panne produk besonderhede:
- Gewig: 527 kg
- materiaal: ZGMn13Mo
- Grootte: 2856*456*291mm
Die voorskoot voer panne het die volgende tegniese probleme:
- Die meeste van die wanddikte is 48 mm, wat 'n dunplaattoestand is. Gee aandag aan die vervorming daarvan tydens giet en hittebehandeling;
- Om die dimensionele akkuraatheid van die boog by die monteerplek en 8 gate akkuraat te verseker;
- Na gietwerk moet die hoekbeheer van die drie proefinstallasies gewaarborg word.
Hoe om die toepaslike gietproses te bepaal en toepaslike hittebehandelingstoerusting te ontwerp om die kwaliteit van gietstukke en die uitwerking van boë en hoeke te verseker, het 'n moeilike en kritieke punt geword vir die giet en hittebehandeling van voorskootvoerpanne.
Voorskoot voer panne giet proses ontwerp
Giet proses
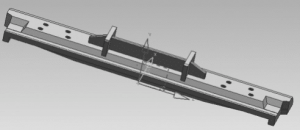
Om te verseker dat die gesmelte staal vinnig en glad in die holte vloei, is die binneste hek van die gietstuk plat en eweredig aan die een kant van die gietstuk versprei. 'n Styger word by die ooreenstemmende hekposisie geplaas om te verseker dat die slakgas in die gesmelte staal betyds verwyder word en hoër is as die styger Luggate word by die wortel geplaas om te verhoed dat gietwerk ondergegiet word, soos in die figuur getoon .
Seleksie van hoofparameters
- Seleksie van gietskaal. Deur die strukturele eienskappe van die gietstuk en die eienskappe van die hoë-mangaan staal materiaal te kombineer, is die skaal van die gietstuk gekies om 2,7% te wees. In ooreenstemming met die werklike produksietoestande van die maatskappy, is die hars sand gietvorm gebruik. Terselfdertyd, om die akkuraatheid en oppervlakkwaliteit van die gietstuk te verseker, voorkom dat dit aan die oppervlak en hoeke vassit. Sand, dien chromietsand op die oppervlak en hoeke van die gietstuk toe en borsel met magnesia poeierbedekking.
- Seleksie van gietende trekhoek. Aangesien die gietstuk as 'n blanko gebruik word, word die grootte daarvan relatief streng beheer. Om te verhoed dat die oppervlak van die sand beskadig word wanneer die vorm na modellering opgelig word, is dit bevorderlik vir die vervaardiging van hoë kwaliteit gietstukke. Die trekhoek word gekies van 0 ° tot + 3 °.
- Giet temperatuur. Tydens die gietproses is die temperatuur te hoog, die stolling krimp baie, en die gietstuk is geneig tot defekte soos krimping en losmaak, growwe korrels en taai sand. As die temperatuur te laag is, kan dit maklik onvoldoende gieting, koue isolasie en ondergooi veroorsaak as gevolg van dun mure en ander defekte. Daarom is die toepaslike giettemperatuur om 'n effens laer temperatuur te gebruik op die veronderstelling dat die gesmelte metaal die vormholte vul. Met inagneming van die hitteverlies tydens die oordrag van gesmelte staal en die gietwerk self, word die giettemperatuur gekies om 1 410 ℃ ~ 1 440 ℃ te wees.
Voorskoot voer panne vorm
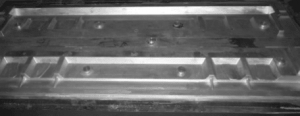
Met die oog op die vervaardigingsprobleme van die voorskoottoevoerpanne, deur gebruik te maak van metaalvorms (soos in die figuur) in plaas van houtvormmodellering, word die akkuraatheid en platheid van die kritieke afmetings van die gietlengte gewaarborg, en die vervorming van die gietvorm word veroorsaak. deur die model word vervorming probleem uit die bron voorkom. Waarborg die kwaliteit van die hele gietoppervlak.

Voorskoot voer panne hittebehandeling gereedskap ontwerp
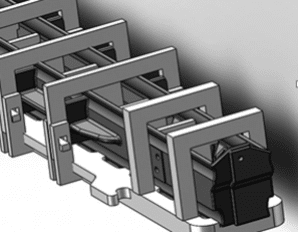
Met die oog op die strukturele kenmerke van die gietstukke van die voorskootvoerpanne, om die vervorming na die waterverhardingsbehandeling te voorkom, is 'n spesiale hittebehandelingsinstrument spesiaal ontwerp. Soos in die figuur getoon, word die twee kettingplaatgietstukke met mekaar afgewissel om 'n paar vorms te vorm. Die basis skinkbord tipe word hieronder gebruik om die geheel te ondersteun. Giet en verseker die stabiliteit van die gietstuk gedurende die hele proses. Die klampe word aan die bokant gebruik. Die klampe word op die maklik vervormbare en swak plekke geplaas om vas te maak. Die interne holte word deur 'n geskikte keerplaat geblokkeer. Hierdie struktuurontwerp kan beide Om die gladheid van die gietstuk as geheel te verseker, en om te verseker dat die verkoelingswater die gietstuk heeltemal kan afkoel tydens die waterverhardingsbehandeling. Deur hierdie hittebehandelingsinstrument voldoen die vervormingsgraad van die hittebehandelde gietstuk aan die vereistes van die kliënt, en die vervorming is nie groter as 0,35: 100 nie.
Ontwerp van samestelling en hoek armatuur
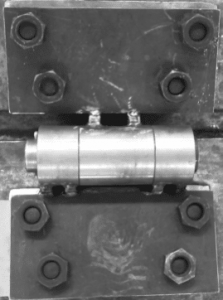
In kombinasie met die werklike gebruik van die voorskoot voer panne, om die presiese belyning van die voorskoot voer panne te verseker met die onderste ketting skakel tydens gebruik, is 'n afneembare inspeksie bevestiging ontwerp volgens die 8-gat grootte van die ketting skakel om maak seker dat die posisies van die 8 gate aan beide kante van die voorskootvoerpanne die eerste keer is. Die registrasie is akkuraat tydens die proefinstallasie. Die skematiese diagram van die armatuur word hieronder getoon.
Die rotasie van die voorskoottoevoerpanne word voltooi deur die dryfwiel wat die pengat tussen die spoorskakels skakel om die vervoerproses te voltooi. Soos in die figuur getoon, moet 'n sekere hoek (147 °) tussen die twee posisies van die dryfwiel gevorm word wanneer voorskoottoevoerpanne draai. Om te verseker dat die rotasiehoek gepas is, word 'n hoektoetsarmatuur ontwerp volgens die gebruikstoestande op die terrein, soos in die figuur getoon. Die hoektoets word uitgevoer deur gebruik te maak van die hoektoetstoestel. Die rotasiehoek voldoen aan die vereistes van die tekening en bereik 147 °, wat die normale rotasie van die voorskootvoerpanne in die daaropvolgende verseker.

Deur die ontleding van die tegniese eienskappe en probleme van die giet van die voorskootvoederpanne, los die gebruik van metaalvorms in produksie die gietvervorming wat veroorsaak word deur die vormvervorming op, en waarborg ook die akkuraatheid van sleutelafmetings; die ontwerp en gebruik van hittebehandelingsgereedskap stel die lang en dun plaattoestande in staat om goed beheer te word. Hittebehandeling vervorming probleme; die gebruik van samestelling-inspeksiegereedskap en hoektoetsinspeksiegereedskap om die akkuraatheid van sleutelmontageposisies van kettingplaatgietstukke te verseker. Die binnelandse produksie van voorskootvoerpanne is suksesvol gerealiseer, en gekwalifiseerde produkte vir klante is vervaardig. Volgens terugvoer van klante kan die gietstukke van voorskootvoerpanne wat hierdie keer vervaardig word, ingevoerde gietstukke wat gebruik word, heeltemal vervang. Dit verskaf produksie-ervaring vir die toekomstige produksie van sulke gietstukke.
@Nick Sun [email protected]
Postyd: 31 Julie 2020