Breker kakebeen plate Hittebehandeling
Breker kakebeen plate is die belangrikste kaak breker slytasie dele, en dit word vervaardig deur hoë mangaan staal.
Die gegote mikrostruktuur van hoë mangaanstaal is saamgestel uit austeniet A, karbied K en eutektoïede struktuur, gewoonlik perliet P.
Soos gegote hoë-mangaan staal, tydens afkoeling, word 'n groot hoeveelheid bros karbiede by die korrelgrense of in die korrels, sodat die eienskappe daarvan baie bros word, en bros breuk is maklik om te voorkom. Dit is nie geskik vir gebruik nie, maar die reeds gepresipiteerde deur hittebehandeling Carbides word weer in austeniet opgelos, wat hoë mangaanstaal kan laat uitstekende werkverrigting behaal.
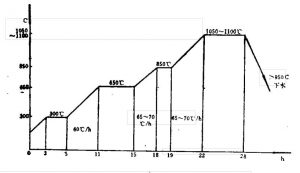
Die hittebehandelingsprosesparameters van hoë mangaanstaalgietstukke is een van die hooffaktore wat die kwaliteit van die produk bepaal. As die prosesparameters nie behoorlik in hierdie verband gekies word nie, sal die karbiede van die gietstuk swak opgelos word, die dienslewe sal kort wees, of defekte soos kraakafval sal veroorsaak word. Die hittebehandelingsproseskurwe word in die figuur getoon.
Dit kan uit die figuur gesien word dat die tandplaat in 'n oond onder 300 ℃ geïnstalleer word en vir 'n tydperk by 300 ℃ gehou word, sodat die temperatuur van elke deel van die gietstuk geneig is om eenvormig te wees, interne spanning te verminder, en voorkom dat die gietstuk kraak as gevolg van buitensporige temperatuurverskille tussen die verskillende dele. Nadat dit by 300 ° C gehou is, is die temperatuur verhoog tot 650 ° C teen 'n tempo van 60 ° C / h.
Hoë mangaanstaal het gewoonlik 'n eutektoïede transformasietemperatuur van 650 ° C. Om die interne en eksterne temperatuur van die gietstuk eenvormig te maak, en die interne spanning verder uit te skakel, moet hierdie temperatuur oor die algemeen vir 'n tydperk gehou word en dan verhoog word tot 850 ℃ teen 'n spoed van 65-70 ℃.
Deur hittebewaring by 850 ° C kan die korrelgrensnetwerk K in die gegote struktuur en die vlok K in P opgelos word. Soos die temperatuur toeneem, neem die oplostempo van karbiede in staal geleidelik toe. Wanneer die temperatuur tot 1000 ° C verhit word. Wanneer dit opgelos word, het die oplostempo aansienlik toegeneem.
Oor die algemeen word die finale hittebewaringstemperatuur van hoë mangaanstaal binne die reeks van 1050-1100 ℃ gestel, en die hittebewaringstyd hang af van die wanddikte, grootte en kompleksiteit van die gietstuk. Die beginsel is dat die temperatuur binne en buite die gietstuk uniform moet wees, die karbiede in die staal kan ten volle in die austeniet opgelos word, en die legeringselemente kan eenvormig deur diffusie versprei word. Oormatige houtyd sal die moontlikheid van graangroei verhoog, die oppervlak van die gietstuk sal erg ontkool word, die gietwerk sal vererger word, die brandstof sal vermors word en die produktiwiteit sal verminder word. 6H.
Nadat die gietstuk uit die oond gehaal is, moet die temperatuur laer as 950 ℃ wees voor afkoeling. Dit word vereis dat die watertemperatuur voor blus minder as 30 ℃ is, en die watertemperatuur na blus nie 60 ℃ oorskry nie.
Postyd: 30 Okt-2020