Mantal elikadura zartaginak fabrikatzea

Meategiaren industrializazioaren garapen indartsuarekin, hainbat birrintzeko estazio mota sortu dira. Dagokion ekipamendu multzo osoak, hala nola birringailuak eta garraiatzaileak, asko erabili dira, eta erlazionatutako osagarrien eta ordezko piezen eskaera ere handitu da. Birringailuko garraiatzaile nagusia denez, osagaien mantal elikadura-ontziaren kopurua ere pixkanaka handitzen ari da,
Hala ere, fabrikatzeko zailtasuna dela eta, meategi nagusietako mantal elikatzeko ontziak guztiak inportatzen dira eta prezioak altuak dira. Oraingo honetan garatutako birringailuaren kate-plaka Anshan Iron and Steel Mining Company-ren birringailuaren produktu osagarria da. Crusher meatze-eragiketetarako funtsezko ekipamendua da. Eragiketa etengabe eta egonkorrak eragin handia du meategiaren ekoizpen eraginkor eta seguruan. Bertan dauden osagai ezinbesteko eta garrantzitsuek karga eta higadura handiak jasan ditzakete eta merkatu-espazio zabala izan dezakete. Mantala elikatzeko zartaginaren egitura hurrengo irudian ageri da.
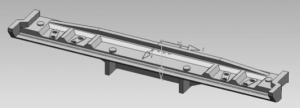
Mantal elikadura honek produktuaren xehetasunak ematen ditu:
- Pisua: 527 kg
- Materiala: ZGMn13Mo
- Tamaina: 2856*456*291mm
Mantala elikatzeko zartaginek honako zailtasun tekniko hauek dituzte:
- Hormaren lodiera gehiena 48 mm-koa da, hau da, plaka mehearen egoera. Erreparatu bere deformazioari galdaketan eta tratamendu termikoan;
- Arkuaren dimentsioko zehaztasuna zehaztasunez ziurtatzeko muntaketa lekuan eta 8 zulo;
- Moldeatu ondoren, hiru proba-instalazioen angelu-kontrola bermatu behar da.
Galdaketa-prozesu egokia nola zehaztu eta tratamendu termikorako ekipamendu egokia nola diseinatu galdaketaren kalitatea eta arkuen eta angeluen efektuak ziurtatzeko, puntu zaila eta kritikoa bihurtu da mantal elikadurarako zartaginak galdaketarako eta tratamendu termikorako.
Mantal elikadura zartaginak galdaketa prozesuaren diseinua
Galdaketa prozesua
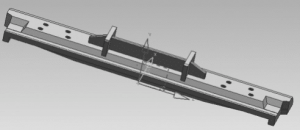
Altzairu urtua barrunbean azkar eta leunki isurtzen dela ziurtatzeko, galdaketaren barruko atea laua eta uniformeki banatuta dago galdaketaren alde batean. Gorde bat dago dagokion atearen posizioan, altzairu urtutako zepa gasa denboraz kentzen dela eta igogailua baino altuagoa dela ziurtatzeko. Aire-haubideak erroan jartzen dira galdaketa azpian ez dadin, irudian ikusten den moduan. .
Parametro nagusien hautaketa
- Galdaketa-eskala hautatzea. Galdaketaren egitura-ezaugarriak eta manganeso handiko altzairu-materialaren ezaugarriak konbinatuz, galdaketaren eskala %2,7koa izan da hautatua. Enpresaren benetako produkzio-baldintzen arabera, erretxina hareazko moldura erabili zen. Aldi berean, galdaketaren zehaztasuna eta gainazaleko kalitatea bermatzeko, gainazalean eta ertzetan itsastea saihestu Harea, aplikatu kromita harea galdaketaren gainazalean eta ertzetan eta eskuila magnesia hauts estaldurarekin.
- Galdaketa angelua hautatzea. Galdaketa hutsune gisa erabiltzen denez, bere tamaina nahiko estu kontrolatzen da. Moldea modelatu ondoren altxatzen denean hondarraren gainazala kaltetu saihesteko, kalitate handiko galdaketak ekoizteko egokia da. Zirriborro-angelua 0°-tik + 3°-ra hautatzen da.
- Isurketa tenperatura. Isurketa prozesuan, tenperatura altuegia da, solidifikazioa asko uzkurtzen da eta galdaketak akatsak izateko joera du, hala nola uzkurtzea eta askatzea, ale lodiak eta harea itsaskorra. Tenperatura baxuegia bada, horma meheen eta bestelako akatsen ondorioz nahikoa isurketa, isolamendu hotza eta azpigaldaketa eragin dezake. Hori dela eta, isurketa-tenperatura egokia tenperatura apur bat baxuagoa erabiltzea da, urtutako metalak moldearen barrunbea betetzen duela ziurtatzeko. Altzairu urtutako transferentzia-prozesuan zehar bero-galera eta galdaketa bera kontuan hartuta, galdaketa-tenperatura 1 410 ℃ ~ 1 440 ℃ izan dadin hautatzen da.
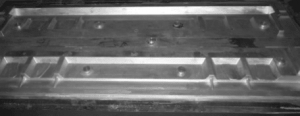
Mantal elikadura zartaginak moldea
Mantala elikatzeko zartaginen fabrikazio-zailtasunei begira, egurrezko moldeen modelaketaren ordez metalezko moldeak erabiliz (irudian agertzen den moduan), galdaketa-luzeraren dimentsio kritikoen zehaztasuna eta lautasuna bermatzen dira, eta galdaketaren deformazioa. ereduaren deformazio-arazoa iturritik eragozten da. Galdaketa gainazal osoaren kalitatea bermatu.

Mantal elikatzeko zartaginak tratamendu termikoko tresnen diseinua
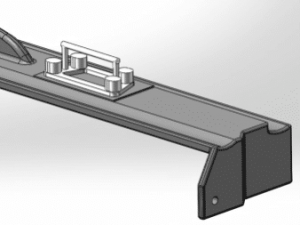
Mantal elikadura zartaginen galdaketaren egitura-ezaugarrietara zuzenduta, uraren tratamenduaren ondoren deformazioa saihesteko, tratamendu termikorako tresna berezi bat diseinatu da bereziki. Irudian ikusten den bezala, bi kate-plaken galdaketak elkarren artean tartekatzen dira forma pare bat osatzeko. Oinarrizko erretilu mota behean erabiltzen da osoari eusteko. Galdaketa eta prozesu osoan zehar galdaketaren egonkortasuna bermatu. Besarkadak goiko aldean erabiltzen dira. Besarkadak deformatzeko erraz eta leku ahuletan jartzen dira finkatzeko. Barne barrunbea baffle egoki batek blokeatzen du. Egitura-diseinu honek galdaketa osoaren leuntasuna ziurtatzeko eta hozte-urak galdaketa guztiz hoztu dezakeela ziurtatzeko ur-gogortzeko tratamenduan. Bero tratamendurako tresna honen bidez, bero tratatutako galdaketaren deformazio-mailak bezeroen eskakizunak betetzen ditu eta deformazioa ez da 0,35: 100 baino handiagoa.
Muntaiaren eta angeluaren diseinua
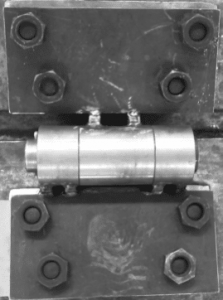
Amantalen elikadurako zartaginen benetako erabilerarekin batera, erabileran zehar amantalen elikadurako zartaginak beheko katearen loturarekin lerrokatzea zehatza izan dadin, ikuskatze-tresna desmuntagarri bat diseinatzen da kate-loturaren 8 zuloko tamainaren arabera. ziurtatu mantal elikadura-ontzien bi muturretako 8 zuloen posizioak lehen aldia direla. Erregistroa zehatza da probako instalazioan. Aparatuaren eskema eskema behean erakusten da.
Mantala elikatzeko zartaginen biraketa gurpil eragileak trenbide-loturen arteko zuloa markatzen du garraio-prozesua amaitzeko. Irudian ikusten den bezala, mantal elikadurako zartaginak biratzen direnean, angelu jakin bat (147 °) eratu behar da gurpil eragilearen bi posizioen artean. Errotazio-angelua egokia dela ziurtatzeko, angelu-probarako tresna bat diseinatzen da tokiko erabilera-baldintzen arabera, irudian ikusten den moduan. Angelu-proba angelu-probarako tresna erabiliz egiten da. Errotazio-angeluak marrazkiaren baldintzak betetzen ditu eta 147 º-ra iristen da, eta horrek ondoko amantalen elikadura-ontzien biraketa normala bermatzen du.

Mantala elikatzeko zartaginen galdaketaren ezaugarri teknikoen eta zailtasunen azterketaren bidez, ekoizpenean metalezko moldeak erabiltzeak moldearen deformazioak eragindako galdaketa-deformazioa konpontzen du, eta funtsezko dimentsioen zehaztasuna ere bermatzen du; Tratamendu termikoko tresneriaren diseinuak eta erabilerak plaka luze eta mehearen baldintzak ondo kontrolatzea ahalbidetzen du. muntaia ikuskatzeko tresnak eta angelu probak ikuskatzeko tresnak erabiltzea, kate-plaken galdaketaren muntaketa-posizio gakoen zehaztasuna bermatzeko. Mantal elikatzeko zartaginen etxeko ekoizpena arrakastaz gauzatu zen eta bezeroentzako produktu kualifikatuak ekoiztu ziren. Bezeroen iritzien arabera, oraingoan ekoitzitako mantal elikaduradun zartaginek erabiltzen diren inportatutako galdaketak guztiz ordezka ditzakete. Ekoizpen esperientzia eskaintzen du galdaketa horien etorkizuneko ekoizpenerako.
Mr. Nick Sun [email protected]
Argitalpenaren ordua: 2020-10-30