




Latest Products
-

Chromoly Steel Mill Liner
Product Description SAG Mill Liner AG Mill Liner L2C L2B Mill Liner Cr-Mo Mil...
-

Chromemolybdenum Mill Liner
Product Description SAG Mill Liner AG Mill Liner L2C L2B Mill Liner Cr-Mo Mil...
-

SAG Mill Liner
Product Description SAG Mill Liner AG Mill Liner L2C L2B Mill Liner Cr-Mo Mil...
-

Alloy Steel Ball Mill Liner
Product Description Carbon Alloy Steel Mill Liner Cement Ball Mill Liner in g...
For inquiries about our products or pricelist,please leave to us and we will be in touch with in 24 hours.
-

TelSmith Bowl and Mantle Liner
-

Sandvik Bowl and Mantle Liner
-

Metso Bowl and Mantle Liner
-

Terex Bowl and Mantler Liner
-

SBM Bowl and Mantle Liner
-

Sandvik Jaw Plate
-

Metso Jaw Plate
-

TelSmith Jaw Plate
latest news
-

PE series jaw plates are ready for shipment
PE series jaw plates are ready for shipment Our high quality PE series jaw plates are ready for d...
-
Anti-wear performance of our rubber-steel liner...
Anti-wear performance of our rubber-steel liner for Ball mill 7.32 x 12m The rubber-steel ...
-

SAG mill liners sent to mining company
SAG7528 mill liners produced and deliver to mining company.
-

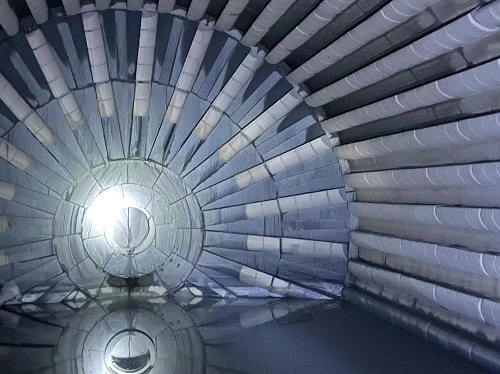
Mill liners for SAG mill in Russia
Dia 7.5X2.8 Meters SAG Mill, The Mill liners was casted of High Manganese Steel Mn13Cr2 material,...
-

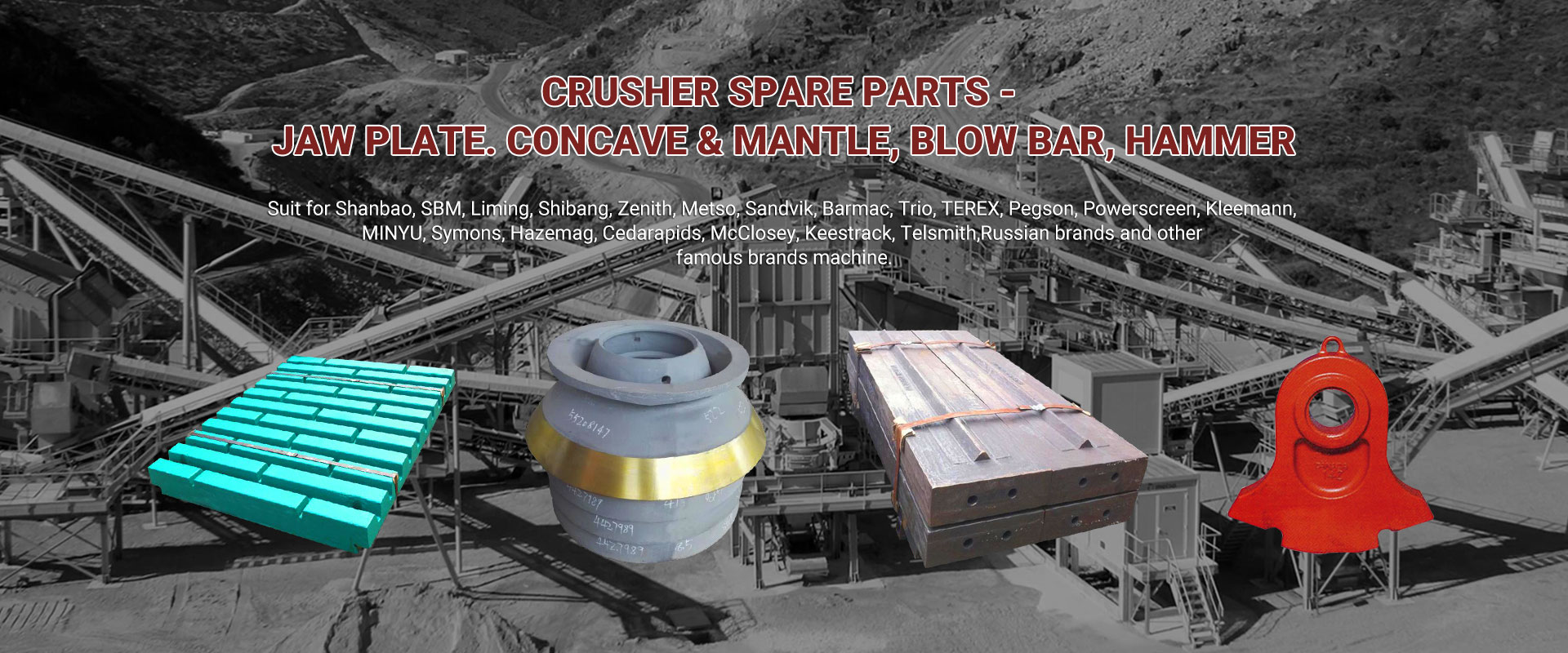
Crusher Spare Parts sent to crushing plant
Cone crusher spare parts and Jaw crusher spare parts, concave, mantle and jaw plate are made of h...
-

Mill liners of SAG mill & AG mill
Chrome Moly White Iron, composite liner and pulp lifter, it will be inserted on Rubber Mill linin...