Cone Crusher Liners Produksie Metodes

Kegelbrekervoerings sluit kegelbrekermantel en konkaaf kegelbreker in. Gebaseer op verskillende situasies, is daar verskillende produksiemetodes in die giet van daardie kegelbreker-slytasieonderdele. Die belangrikste produksiemetodes sluit in sandgietwerk, V-metodegietwerk en verlore skuimgietwerk.
Cone Crusher Liners Sand Giet
1.Gebruik gewone sandbak om kegelbrekervoerings te vervaardig
Die vorm van die putskraper word aangeneem, en die waterglas kwartssand word met koolstofdioksied verhard. Die proses is eenvoudig en kan slegs in klein hoeveelhede vervaardig word. Tans word dit net in klein fabrieke vervaardig en wanneer 'n klein aantal spesiale gevormde stukke benodig word.
Waterglas kwartssand word gebruik vir koolstofdioksied verharding. Oor die algemeen word die kegelbrekervoerings gerol met onderste boks, middelboks, dekboks en drie bokse. Die produksieproses is relatief ingewikkeld en die hoeveelheid sand wat gebruik word is groot. Die prosesbewerking is lastig en die dimensionele akkuraatheid is swak. Die produksieproses hieronder:










Hierdie produksiemetode kan die kwaliteit van rolmuurgietstukke waarborg, maar die produksieproses is ingewikkeld, die hoeveelheid sand wat gebruik word is groot, die proses is lastig, die dimensionele akkuraatheid is swak en die produksiedoeltreffendheid is laag.
2. Gebruik spesiale sandbox om kegelbrekervoerings te vervaardig
Volgens die vorm van die kegelbrekermantel en konkaaf, word 'n geskikte gietsandbak gemaak, en waterglas-kwartssand word gebruik vir koolstofdioksiedverharding of harsand.






Die kegelbrekervoerings wat die vormsandbak gebruik, het 'n eenvoudige produksieproses, minder sandverbruik, gerieflike werking en hoë produksiedoeltreffendheid. Dit is net tydrowend en arbeidsintensief om die gietfles en prosestoerusting te maak.
3.Produksie van keëlbrekervoerings deur gebruik te maak van metaalystervormsandbedekkingsproses
Produksie van kegelbrekervoerings deur gebruik te maak van metaal yster vorm sandbedekkingsproses. sy produksieproses soos volgende foto's:







Die vervaardiging van keëlbrekervoerings deur metaaltipe ystervormsandbedekking aan te neem is veilig en betroubaar, en die hoeveelheid sand wat gebruik word, is klein. Gerieflike werking en hoë produksiedoeltreffendheid, veral om die gegote metaal vinnig te laat afkoel, korrels te verfyn, die omvattende eienskappe soos hardheid en taaiheid te verbeter, en die slytweerstand en lewensduur van gietstukke te verbeter.
Cone breker liners V metode giet
Die beginsel van V-metode giet is om 'n plastiekfilm te gebruik om die sandbak te seël, en 'n vakuumpomp te gebruik om die lug binne-in die vorm te onttrek, wat 'n drukverskil tussen die binne- en buitekant van die vorm vorm. ’n Fisiese modelleringsmetode om droë sand te kompakteer om die vereiste holte te vorm. Geen bindmiddel, water en bymiddels word by die vormsand gevoeg nie, wat die sandverwerkingswerk verminder, en die arbeid vir giet- en gietsandskoonmaak word aansienlik verminder; die hergebruikskoers van gebruikte sand kan meer as 95% bereik, wat energiebesparing en emissievermindering groen giet bewerkstellig.
Byvoorbeeld:
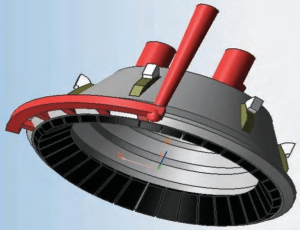
Die gietgewig 2100 kg en het 'n algehele afmeting van 2300 mm. Die sleutel tot die V-metode gietproses is om ongeveer 30 stukke koue yster in die binneste ring van die romp van die gietmuur te plaas, soos in die figuur getoon. Om die digtheid van die werkoppervlak van die binnering te verhoog, kan die korrelgrootte van die binnering 4 of meer bereik.
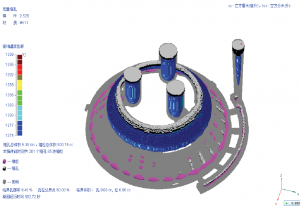
Gietstollingssimulasie van kegelbrekervoerings deur gebruik te maak van die CAE numeriese simulasietegnologie, soos in die figuur hieronder getoon.
Die produksieproses soos in die figuur hieronder getoon:





V-giettegnologie het die volgende voordele:
(1) Die oppervlak van die gietstuk is glad en skoon, die kontoer is duidelik, die dimensionele akkuraatheid is hoog, die dimensionele toleransie kan CT6-CT9 bereik, en die oppervlakruwheid kan Ra = bereik 6,3 µm.
Die oppervlakkwaliteit van die gietstuk is goed.
(2) Geen bindmiddels en bymiddels, geen sandmengtoerusting, verminderde bedryfs- en instandhoudingskoste, verminderde omgewingsbesoedeling en groen gietwerk.
(3) Die hergebruik van gebruikte sand kan meer as 95% bereik, wat die probleem van afvalsandbehandeling oplos.
(4) Die V-metode gietmetaal het goeie vloeibaarheid, sterk vulvermoë, hoë metaalgebruikskoers, hoë prosesopbrengs en klein bewerkingsmarge.
(5) Die vorm en die fles het 'n lang lewensduur, want die vorm word deur 'n dun film beskerm, die trekkrag is klein en die vorm is basies nie beskadig nie.
(6) V-metode gietsand vorm het 'n hoë kompaktheid, kan gegiet word teen lae temperatuur, fyn korrels van slijtvaste gietstukke, en goeie slytasie weerstand.
Kegelbrekervoerings het skuimgieting verloor
Die verlore skuimgietproses is:
(1) Gebruik skuimvorms om skuimpatrone en gietstelsels te produseer.
(2) Bind die patroon aan die hekstelsel aan die vormbalkmodule.
(3) Doop die verf op die balkmodule.
(4) Droog die verf.
(5) Plaas die module in die sandbak en vul dit met droë sand.
(6) Vibrasiemodellering maak dat droë sand die binneholte vul en kompakteer.
(7) Gietery veroorsaak dat die skuimpatroon verdwyn en 'n gietstuk vorm.
(8) Na afkoeling, verwyder en maak die gietstukke skoon, en gebruik droë sand vir herwinning.

Kenmerke van verlore skuimproduksie:
(1) Kort produksiesiklus en hoë doeltreffendheid. Omdat die verlore patroon nie skeiding, onderkern, sandmenging, ens. vereis nie, word 'n reeks bewerkings soos modellering en kernmaak weggelaat, en die vallende sandskoonmaak word aansienlik verminder, en dit is veral geskik vir die giet van 'n boks van veelvuldige stukke. Daarom word die produksiesiklus aansienlik verkort, en die doeltreffendheid kan met 3 tot 5 keer verhoog word in vergelyking met gewone sandgietwerk.
(2) Die gietstukke het goeie gehalte en hoë presisie. As gevolg van droë sand, algehele voorkoms, vakuum giet, is daar geen porieë, slak gate, en brame; sonder vormsplitsing, vorm en boks, kan die dimensionele akkuraatheid van die gietstuk CT12 ~ 10 bereik, en die oppervlak van die geskuimde gietstuk is grof. Die graad kan Ra25 ~ 12,5 bereik. Daarom kan die gietstuk met min of geen verwerking verwerk word. Die nie-verwerking kan die oorspronklike oppervlak van die gietstuk behou, wat metaal- en verwerkingskoste bespaar, slytasieweerstand verbeter en die lewensduur van die gietstuk verleng.
(3) 'n Nuwe manier oopgemaak vir die ontwerp en vervaardiging van komplekse struktuur gietstukke. Komplekse strukturele gietstukke wat moeilik is om deur gewone gietwerk te vervaardig. Oorspronklik kan gietstukke gemaak van 'n samestelling van verskeie dele of veelvuldige kerns en lewendige blokke, soos balmeul-reiplate, kompartementplate, ens., deur skuimplastiekvelle gegiet word nadat dit gebind is deur verlore skuim te gebruik om te maak.
(4) Die proses is buigsaam en wyd gebruik. Komplekse onderdele, proefonderdele, herstelonderdele, dringende onderdele, of 'n klein aantal gietstukke (1 tot 3 stukke) kan met skuimplanke verwerk en aanmekaargesit word; groepe van meer as 500 stukke kan gevorm word deur skuim en gekombineerde gietwerk; ongeag die grootte van die gietstuk of staal, Verskeie legerings van yster kan gemaak word deur verlore skuim giet.
(5) Minder belegging, vinnige resultate, goeie werksomstandighede en hoë produksiedoeltreffendheid. Omdat die verlore skuimgietproses eenvoudig is, benodig die gebruik van droë sand nie sandmengtoerusting en houtwerkmasjinerie nie, en die spesiale sandbak word aansienlik verminder; die hergebruiktempo van gebruikte sand is so hoog as 95%, en die hoeveelheid vallende sandskoonmaak en die arbeidsintensiteit word met die helfte verminder.
Dit is maklik vir vormmakers en stiliste om produksietegnologie te bemeester. Die verwerpingskoers is ongeveer 1%, en die prosesopbrengs is meer as 75%. Dit verg minder personeel, beset minder grond en hou aansienlike ekonomiese voordele in.
(6) Die tekortkominge van die verdwynpatroon is dat dit maklik is om die hoeveelheid koolstof te verhoog, en die groot vlak is maklik om te vervorm.
Qiming Machinery se Cone Crusher Liners Produksiemetodes
Qiming-masjinerie het al drie soorte produksiemetodes:
- Ons gebruik verlore skuimgietwerk om klein dele en roete bestellings te giet.
- Ons gebruik V-metode-gietwerk om standaardonderdele en OEM-onderdele te giet.
- Ons gebruik hars sand gietvorm om die meeste van ons kegelbreker voerings te giet.
Kies watter produksiemetode gebaseer op die werklike situasie.
Mr. Nick Sun [email protected]
Postyd: 30 Okt-2020