Zaldivar-mynwerkers verleng samesprekings om stakings te vermy

Een van die wêreld se grootste koperprodusente, die Chileense mynwerker Antofagasta, en werkers by sy Zaldivar-myn het besluit om regeringsbemiddelde samesprekings vir 'n nuwe vakbondkontrak te verleng en 'n staking te vermy, het 'n vakbondbron Woensdagaand gesê.
Die werkers by die myn het op 15 Julie bemiddeling met die regering betree oor salarisse en voordele, in 'n laaste poging om 'n staking te weerhou te midde van 'n koronavirus-uitbraak in die Suid-Amerikaanse land.
"Bemiddeling is uitgebrei om die resultate van die vergaderings te sien," het die bron aan Reuters gesê, met verwysing na werkersvergaderings om 'n maatskappyvoorstel te bespreek.
Antofagasta het onmiddellike kommentaar van die hand gewys.
Chileense wetgewing laat die werkers en die maatskappy toe om samesprekings ná vyf dae van bemiddeling weer uit te brei as ’n ooreenkoms nie bereik word nie.
Zaldivar, wat deur Barrick Gold Corp besit word, is verantwoordelik vir sowat 2% van Chili se jaarlikse koperproduksie.
Klipbreekmasjinerie word wyd gebruik in baie departemente soos myne, smeltery, boumateriaal, snelweë, spoorweë, waterbeheer en chemiese industrie. Met die ontwikkeling van die wêreldekonomie, die herlewing van mynbou en ander basiese bedrywe, die aanvraag en toename van brekers, word klante se vereistes vir produkkwaliteit en werkverrigting al hoe hoër. As 'n belangrike grootskaalse gietwerk in mynmasjinerie, het die hoofraam 'n komplekse struktuur, klein en eenvormige wanddikte in vergelyking met die boonste beugel, boonste beugel en middelbeugel. Dit is moeilik om die volgorde stolling van gietstukke te besef as gevolg van die strukturele eienskappe. Tydens die produksie is die defekte van vervorming, krimpporositeit en krimpholte relatief prominent. Na magnetiese deeltjie-inspeksie toon die magnetiese merke buite die standaard dat dit nie net die kwaliteit van die produk beïnvloed nie, die koste verhoog, maar ook die afleweringstyd beïnvloed. In hierdie vraestel word die numeriese simulasietegnologie van stollingsproses gebruik om die gietproses te optimaliseer, die opeenvolgende stolling van gietstukke en die voedingseffek van gesmelte staal te verseker, uiteindelik die krimpholte en krimpporositeitsdefekte van die hoofraam op te los, die kwaliteit te verbeter van die hoofraam, en verseker die bondel stabiele voorraad van sulke produkte.
Basiese parameters en tegniese vereistes van kegelbreker hoofraam
Ons vervaardig net 'n MP800-kegelbreker-hoofraam vir ons kliënte, so ons kies hierdie onderdeel as 'n voorbeeld.
Die hoofraam van die MP800-kegelbreker is baie groot, grootte: 3727*2436 (mm), gewig: 35.3t, materiaal: J03006
| J03006 Chemiese samestelling | |||||||
| C | Si | Mn | S | P | Ni | Kr | Ma |
| 0,25-0,35 | 0,2-1,0 | 0,7-0,75 | ≤0,04 | ≤0,04 | ≤0,5 | ≤0,25 | ≤0,2 |
Die produksieproses van die hoofraam van die kegelbreker
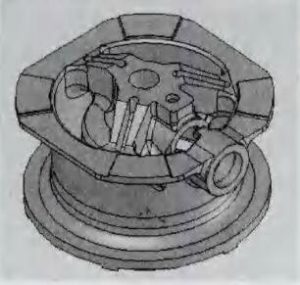
1.Volgens die ontleding van gietstruktuur, word die skeidingsplan van gietwerk bepaal. Die minimum wanddikte van die band en die onderste groot flens is ontwerp as skeidingsoppervlaktes, soos in die volgende figuur getoon:
2. Die voermanier is ontwerp volgens die gietvolgorde stollingswyse. Uit die strukturele analise is daar groot warm kolle by die boonste en onderste flense, en dit is moeilik om die opeenvolgende stolling in dieselfde rigting te realiseer. Daarom word die koue yster vanaf die middelste gordel ontwerp, en die toevoerstyger is by die boonste en onderste flense ontwerp.
3. Die onderste retourgietstelsel word vir die gietmodus aangeneem, dit wil sê, die vloeibare staal word na die onderkant van die gietstuk gelei deur die spuit en kruisspuit, en dan van onder af deur die binnehek in die vormholte ingespuit.
Kegelbreker hoofraam gietdeel probleme en ontleding
Cone Crusher Hoofraam Gietdeel Probleme
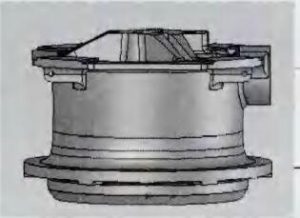
In werklike produksie word die aanvanklike proses vir modellering en gieting gebruik. 'n Groot hoeveelheid krimping is by die band gevind, en die hardheid van die gietstuk by die tussenasgat het nie aan die tegniese vereistes voldoen nie, soos in die figuur getoon:

Ontleding van probleme
In die proses van gietverkoeling vanaf giettemperatuur tot kamertemperatuur, is daar drie onderling verwante krimpstadia: vloeistofkrimping, stollingskrimping en soliede krimp. Volgens die stollingsteorie is die volumekrimping tussen vloeistof-vastefaselyne die hoofstadium van die vorming van krimpholte en krimpporositeit. Groot en gekonsentreerde gaatjies word krimpholtes genoem, terwyl klein en verspreide gaatjies krimpholtes genoem word. Wanneer die vloeistoftoevoerkanaal onbelemmerd is en die dendriet nie 'n netwerkstruktuur vorm nie, toon die volumekrimping 'n gekonsentreerde krimpholte en is dit geleë in die boonste deel van die vloeibare eenheid van die gietstuk; terwyl wanneer die dendriet 'n raamwerk vorm, die makrovoedingskanaal geblokkeer word, en die volumekrimping van die vloeibare deel omring deur die dendrietafskorting toon 'n krimpporositeit. Krimpporositeit is 'n komplekse proses wat nie net verband hou met legeringseienskappe en temperatuur nie, maar ook verband hou met die grootte eienskappe van dendriete en hul strukturele morfologie, groeispoed, eksterne druk en ander faktore.
Vanuit die makroskopiese oogpunt word dit beskou dat die wanddikte van die gordel van mp800 hoofraam relatief eenvormig is, en die toevoerstyger van prosesontwerp is op die boonste en onderste flensverwerkingsoppervlaktes ingestel. Daar is geen metaalsubsidie by die gietband nie, en 'n goeie wigvormige toevoerkanaal word nie gevorm nie, wat lei tot onvoldoende vertikale eindige toevoerafstand van die styger, en die gietmuurmiddel blyk krimp tydens die stollingsproses.
Uit die oog van stolling begin die volume gesmelte staal saamtrek met die afname in temperatuur na die giet van die hoofraam. Wanneer die gietstuk in die vloeibare toestand is, is daar geen dendrietvorming in die vloeibare metaal nie, die toevoerkanaal van die gietstuk is ontblokkeer, en die vloeibare metaal het goeie vloeibaarheid. Wanneer die vloeistof krimp, kan die gesmelte staal in die riser volledig gevoer word. Met die verdere afname in temperatuur gaan die gietstuk die vloeistof-vaste stof oorgangsone binne. Op hierdie tydstip vind die belangrikste stollingskrimping plaas en die volume vloeistof verander baie. Die voer van gietwerk hang hoofsaaklik van drie modusse af: massavoeding, dendrietvoeding en plofstofvulling. Op die later stadium van stolling het 'n groot aantal dendriete begin vorm, met ontwikkelde dendriete, gekoppelde dendrietarms en 'n groot aantal netwerkstrukture wat tussen dendriete gevorm is. Op hierdie tydstip word die dendrietarm ontwikkel, wat nie maklik deur die vloeistofdrukverskil beskadig kan word nie. Terselfdertyd is die hoofraamstruktuur hier die eenvormige wanddikte, en die stollingsproses vind terselfdertyd van bo na onder plaas. 'n Groot aantal dendrietverbindings belemmer die toevoer van stygvloeistof na hierdie plek, en "plofbare vulling" sal nie plaasvind nie. Die voedingsvloeistof vloei tussen dendriete met groot weerstand, wat basies deursypeling is, dus kan die vloeistof tussen dendriete nie die eksterne voeding kry nie en uiteindelik krimpporositeit produseer. Vanuit hierdie oogpunt kan die styger nie in die daaropvolgende prosesverbetering verhoog word nie.
Die hardheid van die gietwerk by die asgat kan nie aan die tegniese vereistes voldoen nie, hoofsaaklik omdat die hardheid van ander dele van die stuk nie hoog is nie, net die hardheid van hierdie deel is hoog.
Kegelbreker Hoofraamkrimpverbetering
- Die gordel van mp800 hoofraam is te ver weg van die boonste riser, en die voedingsgradiënt van riser is nie genoeg nie. Deur modulusberekening, verhoog die prosestoelae, verhoog die toevoerkanaal, sodat die toevoerkanaal later is as die stolling van warmkol, sodat die gietstuk opeenvolgende stolling kan bereik. Na verbetering word prosestoelae tussen styg- en warmvoeg bygevoeg, sodat krimpporositeit heeltemal vermy kan word.
- Verhoog die effektiewe voerafstand van riser. Oor die algemeen is die effektiewe voedingafstand van styger L = R + e (liniaal: voedingsarea van styger, e: eindarea). Daar is twee maniere om die voerafstand van die riser te vergroot, maw om die riser plaas koue yster te vergroot. In produksie word dit egter soms gevind dat krimping plaasvind wanneer die afstand tussen die twee stygers naby aan styger F is. Dit is as gevolg van die termiese interferensie van die twee stygers en die verlenging van die stollingstyd. Dit is ook moontlik dat die twee stygers deur mekaar vloei en die twee stygers en die stygers sinchronies laat stol. In die later stadium vind krimping plaas wanneer daar geen voeding is nie. Daarom, in die proseswysiging, word die koue yster tussen die boonste en onderste flensryers ingestel, en die koue yster word op die minimum wanddikte geplaas om die eindarea te vergroot.
- Deur plaaslike hittebehandeling kan die hardheid van die gietwerk op hierdie plek aan die tegniese vereistes voldoen.
Deur die verbetering het Qiming Machinery hoë kwaliteit MP800-kegelbreker-hoofraamwerk vir ons kliënte gegiet.
@Nick Sun [email protected]
Postyd: 31 Julie 2020