Zaldivar meategiko langileek greba saihesteko elkarrizketak luzatzen dituzte

Munduko kobre ekoizle handienetako batek, Antofagasta meatzari txiletarrak, eta Zaldivar meategiko langileek gobernuaren bitartekaritzako elkarrizketak luzatzea erabaki zuten sindikatu kontratu berri bat lortzeko eta greba saihestea, sindikatuko iturri batek asteazken gauean esan zuenez.
Meategiko langileek gobernuarekin bitartekaritza egin zuten soldaten eta prestazioen inguruan, uztailaren 15ean, Hego Amerikako herrialdean koronavirusaren agerraldi baten ondorioz greba geldiarazteko azken ahaleginean.
"Bitartekaritza luzatu zen asanbladen emaitzak ikusteko", esan dio iturriak Reuters-i, enpresaren proposamen bat eztabaidatzeko langileen bilerak aipatuz.
Antofagastak uko egin dio berehalako iruzkinari.
Txileko legediak langileei eta enpresari elkarrizketak berriro luzatzeko aukera ematen die bitartekaritzaren bost egunen ostean akordiorik lortzen ez bada.
Zaldivar, Barrick Gold Corp-ek parte hartzen duena, Txileko urteko kobre ekoizpenaren %2 inguru hartzen du.
Harria birrintzeko makineria asko erabiltzen da sail askotan, hala nola meategietan, galdaketan, eraikuntzako materialetan, autobideetan, trenbideetan, uraren kontserbazioan eta industria kimikoan. Munduko ekonomiaren garapenarekin, meatzaritza eta oinarrizko beste industria batzuen susperraldiarekin, birringailuen eskaera eta handitzearekin, bezeroen produktuen kalitatearen eta errendimenduaren eskakizunak gero eta handiagoak dira. Meatze-makinen eskala handiko galdaketa garrantzitsu gisa, marko nagusiak egitura konplexua du, hormaren lodiera txikia eta uniformea goiko euskarria, goiko euskarria eta erdiko euskarria dutenekin alderatuta. Zaila da galdaketaren sekuentzia hozteaz jabetzea egitura-ezaugarriengatik. Ekoizpenean, deformazio-akatsak, uzkurtze-porositatea eta uzkurtze-barrunbea nahiko nabarmenak dira. Partikula magnetikoen ikuskapenaren ondoren, estandarrez gaindiko marka magnetikoek erakusten dute produktuaren kalitatean eragiten ez ezik, kostua handitzen duela, baina entrega-denboran ere eragiten duela. Dokumentu honetan, solidotze-prozesuaren zenbakizko simulazio-teknologia erabiltzen da galdaketa-prozesua optimizatzeko, galdaketaren solidotze sekuentziala eta altzairu urtuaren elikadura-efektua ziurtatzeko, azkenik, marko nagusiaren uzkurdura-barrunbea eta uzkurtze-porositate-akatsak konpontzeko, kalitatea hobetzeko. marko nagusiaren, eta produktu horien loteen hornidura egonkorra bermatu.
Kono Crusher marko nagusiaren oinarrizko parametroak eta baldintza teknikoak
MP800 kono Crusher marko nagusia fabrikatzen dugu gure bezeroentzat, beraz, zati hau aukeratzen dugu adibide gisa.
MP800 kono Crusher marko nagusia oso handia da, tamaina: 3727 * 2436 (mm), pisua: 35.3t, materiala: J03006
| J03006 Konposizio kimikoa | |||||||
| C | Si | Mn | S | P | Ni | Cr | Mo |
| 0,25-0,35 | 0,2-1,0 | 0,7-0,75 | ≤0,04 | ≤0,04 | ≤0,5 | ≤0,25 | ≤0,2 |
Kono Crusher marko nagusiaren ekoizpen-prozesua
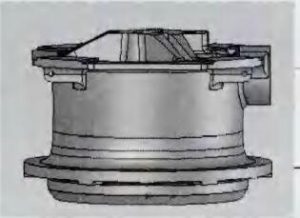
1.Galdaketa-egituraren analisiaren arabera, galdaketa-plana zehazten da. Uhalaren gutxieneko horma-lodiera eta beheko brida handia banatzeko gainazal gisa diseinatuta daude, hurrengo irudian erakusten den moduan:
2. Elikatzeko modua galdaketa-sekuentzia solidotzeko moduaren arabera diseinatuta dago. Egituraren analisitik, puntu bero handiak daude goiko eta beheko bridetan, eta zaila da solidotze sekuentziala norabide berean konturatzea. Hori dela eta, burdina hotza erdiko gerrikotik diseinatzen da, eta elikadura igogailua goiko eta beheko bridenetan diseinatuta dago.
3. Beheko itzulera isurtzeko sistema hartzen da isurtzeko modurako, hau da, altzairu likidoa galdaketaren behealdera eramaten da sprue eta gurutze sprue bidez, eta, ondoren, moldearen barrunbean injektatzen da behetik barruko atetik.
Kono Crusher marko nagusia galdaketa pieza arazoak eta azterketa
Kono Crusher Marko Nagusia Galdaketa Part Arazoak
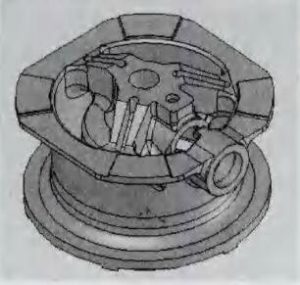
Benetako ekoizpenean, hasierako prozesua modelatzeko eta isurtzeko erabiltzen da. Uzkurtze kopuru handia aurkitu zen gerrikoan, eta tarteko ardatzaren zuloko galdaketaren gogortasunak ez zituen baldintza teknikoak bete, irudian erakusten den moduan:

Arazoen analisia
Isurketa-tenperaturatik giro-tenperaturara galdaketa-hozte prozesuan, elkarri lotuta dauden hiru uzkurtze-etapa daude: uzkurdura likidoa, solidotze uzkurdura eta uzkurtze solidoa. Solidifikazioaren teoriaren arabera, fase likido-solidoaren lerroen arteko bolumenaren uzkurdura uzkurtzeko barrunbea eta uzkurtzeko porositatea osatzeko etapa nagusia da. Zulo handiei eta kontzentratuei uzkurtzeko barrunbe deitzen zaie, eta zulo txikiei eta sakabanatuei, berriz, uzkurtze barrunbe deritze. Likidoaren elikadura-kanala oztoporik gabe dagoenean eta dendritak sare-egitura bat osatzen ez duenean, bolumenaren uzkurdurak uzkurtzeko barrunbe kontzentratua erakusten du eta galdaketa-unitate isurgarriaren goiko aldean kokatzen da; dendritak marko bat osatzen duenean, berriz, makro-elikadura kanala blokeatzen da, eta dendrita partizioak inguratutako zati likidoaren bolumenaren uzkurtzeak porositate txikitzailea erakusten du. Uzkurtzeko porositatea prozesu konplexua da, aleazio-propietateekin eta tenperaturarekin erlazionatuta ez ezik, dendriteen tamaina-ezaugarriekin eta egitura-morfologiarekin, hazkunde-abiadurarekin, kanpoko presioarekin eta beste faktoreekin ere lotuta dago.
Ikuspegi makroskopikotik, mp800 marko nagusiaren gerrikoaren horma-lodiera nahiko uniformea dela uste da, eta prozesuaren diseinuaren elikadura-igoera goiko eta beheko brida prozesatzeko gainazaletan ezartzen da. Galdaketako gerrikoan ez dago metalezko diru-laguntzarik, eta ziri-formako elikadura-kanal on bat ez da sortzen, igogailuaren elikadura-distantzia mugatu bertikal nahikoa ez dela eta galdaketa-hormaren zentroa solidotze-prozesuan uzkurtu egiten da.
Solidifikazioaren ikuspegitik, altzairu urtuaren bolumena uzkurtzen hasten da tenperaturaren beherakadarekin marko nagusia isuri ondoren. Galdaketa egoera likidoan dagoenean, metal likidoan ez dago dendrita formaziorik, galdaketaren elikadura kanala desblokeatzen da eta metal likidoak jariakortasun ona du. Likidoa uzkurtzen denean, igogailuko altzairu urtua guztiz elikatu daiteke. Tenperatura gehiago jaisten denean, galdaketa likido-solido trantsizio eremuan sartzen da. Une honetan, solidotze uzkurtze nagusia gertatzen da eta likidoaren bolumena asko aldatzen da. Galdaketaren elikadura, batez ere, hiru moduren araberakoa da: masa elikadura, dendrita elikadura eta betetze lehergarria. Solidifikazioaren azken fasean, dendrita kopuru handia sortzen hasi zen, dendrita garatuekin, dendrita-beso konektatuekin eta dendrita artean eratutako sare-egitura ugarirekin. Une honetan, dendrita besoa garatzen da, eta hori ez da erraza presio likidoaren diferentziak kaltetzea. Aldi berean, hemen markoaren egitura nagusia hormaren lodiera uniformea da, eta solidotze prozesua goitik behera gertatzen da aldi berean. Dendrita-konexio ugarik leku honetara igoeraren likidoa elikatzea oztopatzen dute, eta "betetze leherkorra" ez da gertatuko. Elikadura-likidoa erresistentzia handiarekin doa dendriteen artean, hau da, funtsean, isurketa, beraz, dendriteen arteko fluidoak ezin du kanpoko elikadura lortu eta, azkenik, uzkurtzeko porositatea sortzen du. Ikuspegi honetatik, igoera ezin da handitu ondorengo prozesuaren hobekuntzan.
Ardatz-zuloan galdaketaren gogortasunak ezin ditu baldintza teknikoak bete, batez ere piezaren beste zati batzuen gogortasuna ez delako handia, pieza honen gogortasuna bakarrik handia da.
Kono Crusher Main Frame Shrinkage Hobekuntza
- mp800 marko nagusiaren gerrikoa goiko igogailutik urrunegi dago eta igogailuaren elikadura-gradientea ez da nahikoa. Moduluaren kalkuluaren bidez, handitu prozesuaren hobaria, handitu elikadura-kanala, elikadura-kanala puntu beroaren solidotzea baino beranduago izan dadin, galdaketak solidotze sekuentziala lor dezan. Hobetu ondoren, prozesuaren hobaria gehitzen da igoera eta juntura beroaren artean, uzkurtzeko porositatea guztiz saihestu ahal izateko.
- Handitu igogailuaren elikadura-distantzia eraginkorra. Orokorrean, igogailuaren elikadura-distantzia eraginkorra L = R + e da (erregela: igoeraren elikadura-eremua, e: amaierako eremua). Bi modu daude igogailuaren elikadura-distantzia handitzeko, hau da, igogailuaren leku hotza burdina handitzeko. Hala ere, ekoizpenean, batzuetan, bi igogailuen arteko distantzia igoera F-tik hurbil dagoenean uzkurtzea gertatzen da. Hau bi igogailuen interferentzia termikoaren eta solidotze denboraren luzatzearen ondorioz gertatzen da. Baliteke, halaber, bi igogailuak elkarren artean igarotzea eta bi igoerak eta igogailua modu sinkronoan solidotzea. Azken fasean, elikadurarik ez dagoenean uzkurtzea gertatzen da. Hori dela eta, prozesuaren aldaketan, burdina hotza goiko eta beheko bridaren igoeren artean ezartzen da, eta burdina hotza hormaren lodiera minimoan jartzen da amaierako azalera handitzeko.
- Bero tratamendu lokalaren bidez, toki honetan galdaketaren gogortasunak baldintza teknikoak bete ditzake.
Hobekuntzaren bidez, Qiming Makineriak kalitate handiko MP800 kono Crusher marko nagusia bota zuen gure bezeroentzat.
@Nick Sun [email protected]
Argitalpenaren ordua: 2020-07-31