Procés de producció de barres de bufat d'alt crom

La trituradora d'impacte gran té els avantatges d'una estructura senzilla, una gran relació de trituració i una alta eficiència. S'utilitza àmpliament en mineria, ciment, metal·lúrgia, energia elèctrica, refractaris, vidre i indústries químiques. La barra de cop és una de les claus i peces de desgast de la trituradora fàcil de portar de la gran trituradora d'impacte. Es fixa al rotor de la trituradora amb una falca. Quan la trituradora funciona, el rotor giratori d'alta velocitat impulsa la barra de cop per impactar el mineral trencat a una velocitat lineal de 30 ~ 40 m / s. El bloc de mineral és inferior a 1500 mm, el desgast és molt greu i la força d'impacte és molt gran. Resistència a l'abrasió i als impactes.
Tot i que l'acer tradicional d'alt manganès, alta tenacitat, però no alta resistència al desgast, també el desgast. Tot i que el ferro colat d'alt crom ordinari té una duresa elevada, no és resistent i fàcil de trencar. Apuntant a les condicions de treball i característiques estructurals de les barres de cop de la trituradora d'impacte gran. Hem desenvolupat una placa de ferro colat de crom ultra alt amb una alta resistència al desgast integral basada en el ferro colat d'alt crom ordinària existent optimitzant el disseny de la composició i el procés de tractament tèrmic. L'alta vida útil de les barres de crom és més de 3 vegades l'acer ordinari d'alt manganès.
Barres de cop de crom alt Composició química
Element de carboni
El carboni és un dels elements clau que afecten les propietats mecàniques dels materials, especialment la duresa del material i la resistència a l'impacte. La duresa del material augmenta significativament amb l'augment del contingut de carboni, mentre que la duresa a l'impacte disminueix significativament. Amb l'augment del contingut de carboni, augmenta el nombre de carburs en ferro colat amb alt crom, augmenta la duresa, augmenta la resistència al desgast però disminueix la duresa. Per obtenir una duresa més alta i assegurar una tenacitat suficient, el contingut de carboni està dissenyat per ser del 2,6% ~ 3,0%.
Element de crom
El crom és el principal element d'aliatge de la fosa alta en crom. A mesura que augmenta el nombre de crom, el tipus de carburs canvia i la forma dels carburs passa de MC3 a M7C3 i M23C6. Entre els carburs, M7C3 té la duresa més alta i la microduresa pot arribar a HV1300 ~ 1800. A mesura que augmenta la quantitat de crom dissolt a la matriu, augmenta la quantitat d'austenita retinguda i la duresa disminueix. Per garantir una alta resistència al desgast, controleu Cr / C = 8 ~ 10, es pot obtenir un nombre més gran de carburs eutèctics M7C3 de malla trencada; Mentrestant, per obtenir una major duresa, el contingut de crom està dissenyat per ser del 25% ~ 27%.
Element de molibdè
Part de molibdè es dissol a la matriu en ferro colat amb alt crom per millorar la tempabilitat; una part forma carburs MoC, que milloren la microduresa. L'ús combinat de molibdè, manganès, níquel i coure proporcionarà una millor enduriment per a peces de paret gruixuda. Com que la barra de cop és gruixuda, tenint en compte que el preu del ferromolibdè és més car, el contingut de molibdè es controla del 0,6% a l'1,0%.
Element de níquel i coure
El níquel i el coure són els elements principals de la matriu d'enfortiment de la solució sòlida, millorant la tempabilitat i la duresa de la fosa de crom. Tots dos són elements que no formen carbur, i tots es dissolen en austenita per estabilitzar l'austenita. Quan la quantitat és gran, la quantitat d'austenita retinguda augmenta i la duresa disminueix. Tenint en compte el cost de producció i la limitada solubilitat del coure en austenita, el contingut de níquel es controla entre el 0,4% i l'1,0% i el contingut de coure es controla entre el 0,6% i l'1,0%.
Element silici i manganès
El silici i el manganès són elements convencionals de la fosa alta en crom, i la seva funció principal és desoxidar i desulfurar. El silici redueix la tempabilitat però augmenta el punt Ms. Al mateix temps, el silici dificulta la formació de carburs, la qual cosa afavoreix la grafitització i la formació de ferrita. El contingut és massa alt i la duresa de la matriu es redueix molt. Per tant, el contingut de silici es controla entre un 0,4% i un 1,0%. El manganès expandeix la regió de la fase austenita de la fosa alta en crom, es dissol en sòlid en austenita, millora la tempabilitat i redueix la temperatura de transformació de la martensita. A mesura que augmenta el contingut de manganès, la quantitat d'austenita retinguda augmenta, la duresa disminueix i la resistència a l'abrasió es veu afectada. Per tant, el contingut de manganès es controla entre el 0,5% i l'1,0%.
Altres Elements
S. P és un element nociu, i en general es controla per sota del 0,05% en producció. S'afegeixen RE, V, Ti, etc. com a modificadors i inoculants compostos per refinar els grans, purificar els límits del gra i millorar la resistència a l'impacte del ferro colat amb alt crom.
| Barres de cop de crom alt Composició química | ||||||||
| C | Cr | Mo | Ni | Cu | Si | Mn | S | P |
| 2,6~3,0 | 25~28 | 0,6~1,0 | 0,4~1,0 | 0,6~1,0 | 0,4~1,0 | 0,5~1,0 | ≤0,05 | ≤0,05 |
Procés de fosa de barres de bufat d'alt crom
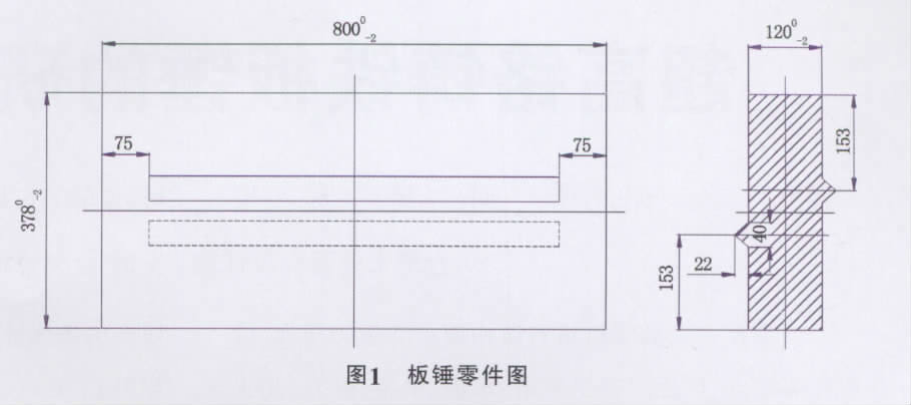
Procés de modelització
Els dibuixos de la barra de cop de crom, pes: 285 kg, la mida: vegeu el següent. Per garantir els requisits d'instal·lació de la barra de cop, la deformació de flexió plana de la barra de cop és ≤ 2 mm. Com que la superfície de la barra de cop és extremadament alta, no hi ha d'haver cap depressions o protuberàncies. Per garantir la densitat de la fosa, utilitzem un modelat de sorra de resina d'alta resistència amb una contracció lineal de 2,4 ~ 2,8%. La relació de secció transversal del sistema de gating està dissenyada segons ΣF interior: ΣF horitzontal: ΣF recte = 1: 0,75: 1,1 Adopta un modelat horitzontal i un abocament inclinat i, al mateix temps, ajuda a la calefacció i l'augment de temperatura i el ferro de refrigeració externa directa. El rendiment del procés es controla al 70% ~ 75%.
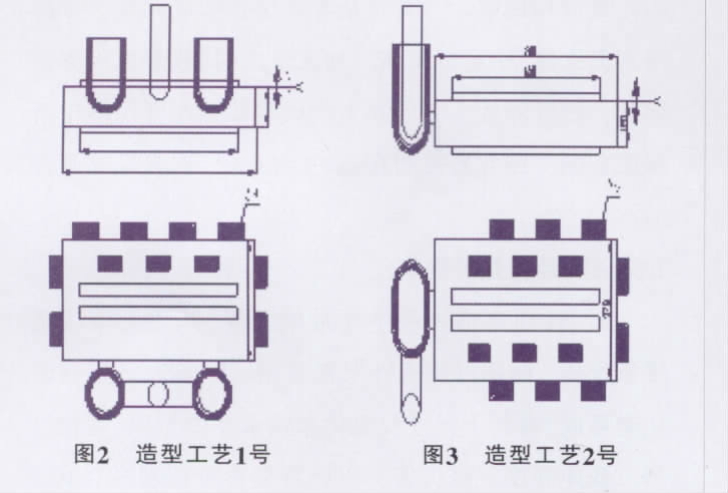
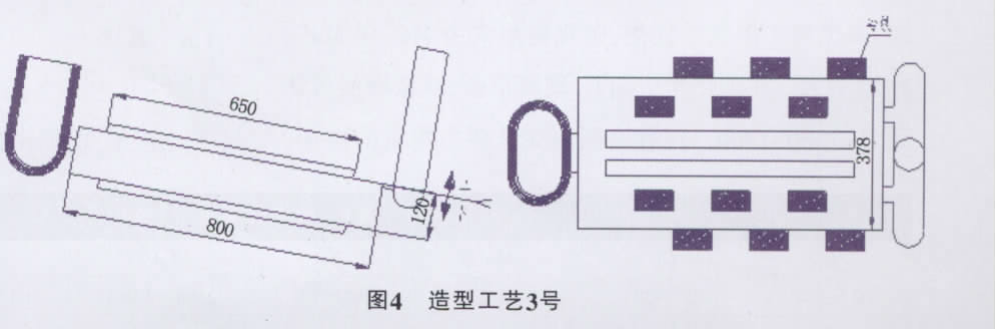
Durant el procés de producció d'assaig, hem adoptat els tres processos de modelatge de la figura 2, la figura 3 i la figura 4. Després de la fosa i la mòlta, es va trobar que el martell produït pel procés de la figura 2 i la figura 3 té diferents graus de superfície. depressió i deformació per flexió. El mètode d'augment de l'alça no pot eliminar la depressió superficial i la deformació de flexió, que no compleix els requisits d'instal·lació. A partir del resum de l'experiència de producció d'assaig del procés d'emmotllament a la figura 2 i a la figura 3, vam decidir utilitzar el procés d'emmotllament horitzontal abocat inclinat que es mostra a la figura 4. La superfície del martell després de la fosa i la mòlta no té cap depressió ni flexió. deformació i la deformació és ≤ 2 mm. Complir els requisits d'instal·lació. El procés de producció específic és el següent: després de fer el motlle de sorra horitzontalment, un extrem del motlle de sorra s'aixeca fins a una certa alçada per formar un cert angle d'inclinació. (En la producció real, l'angle del motlle de sorra es determina generalment segons la forma, el pes i les característiques estructurals de la fosa. L'angle d'inclinació es controla generalment entre 8 ° ~ 20 °). El ferro fos s'introdueix des de la porta, i el ferro fos primer entra a la cavitat per arribar al punt més baix. Primer es solidifica per l'efecte de refrigeració del ferro refrigerat externament. Sota una gran pressió, l'elevador arriba al seu màxim quan s'omple de ferro fos, i finalment l'elevador es solidifica per aconseguir una solidificació seqüencial, obtenint així una fosa amb estructura densa i sense contracció.
Procés de fosa
Per a la producció de fosa s'utilitza un forn elèctric de freqüència mitjana de 1000 kg (revestiment del forn de sorra de quars). S'afegeix un agent d'escòria compost de pedra calcària + vidre trencat abans de la fosa. Després de fondre la major part de la càrrega, s'elimina l'escòria, s'afegeix ferrosilici i ferromanganès per desoxidar-se i s'insereix alumini en una quantitat d'1 kg / t Després de la desoxidació final, el cable es descarrega del forn i la temperatura de fusió es controla entre 1 500 ° C i 1 550 ° C.
Per tal de millorar encara més la resistència a l'abrasió integral del martell de placa, millorem la morfologia dels carburs de ferro colat amb alt crom mitjançant processos de modificació de compostos i tractament d'inoculació, reduïm inclusions, purifiquem el ferro fos, grans refinats i milloren la consistència de l'estructura de la secció transversal i el rendiment de peces de fosa gruixudes i pesades. L'operació específica és: preescalfeu la cullera a 400 ℃ ~ 600 ℃, afegiu una certa quantitat de modificador compost Re-A1-Bi-Mg i inoculant compost V-Ti-Zn a la cullera abans d'abocar-hi i aboqueu ferro fos després de l'escòria. es ruixa, l'escòria residual s'agrega ràpidament per purificar encara més el ferro fos i, al mateix temps, es forma un recobriment d'aïllament tèrmic per facilitar la fosa. El ferro fos es seda durant 2 o 3 minuts, i la temperatura d'abocament es controla entre 1380 °C i 1420 °C.
Procés de tractament tèrmic de barres de cop de crom alt
Durant l'extinció i l'escalfament a alta temperatura de la fosa de crom ultra alt, la solubilitat dels elements d'aliatge en austenita augmenta amb l'augment de la temperatura. Quan la temperatura d'extinció és baixa, a causa de la baixa solubilitat del carboni i el crom en l'austenita, es precipitaran més carburs secundaris durant la conservació de la calor. Tot i que la majoria de l'austenita es pot transformar en martensita, el contingut de carboni de l'austenita i el contingut d'elements d'aliatge són baixos, de manera que la duresa no és alta. Amb l'augment de la temperatura d'extinció, com més gran és el contingut de carboni i el contingut d'aliatge de l'austenita, més dura es forma la martensita després de la transformació i, per tant, augmenta la duresa de l'extinció. Quan la temperatura d'extinció és massa alta, el contingut de carboni i el contingut d'aliatge de l'austenita d'alta temperatura són massa alts, l'estabilitat és massa alta, més ràpida és la velocitat de refredament, menys carburs secundaris precipiten, més austenita retinguda i la duresa d'extinció. Com més baix és. Amb l'augment del temps d'extinció i manteniment, la duresa macro del ferro colat de crom ultra alt augmenta primer i després disminueix. L'efecte del temps de retenció d'austenització sobre la duresa de la fosa de crom ultra alt és essencialment l'efecte de la precipitació de carburs secundaris, la proximitat de la reacció de dissolució i l'estat d'equilibri sobre el contingut de carboni i el contingut d'aliatge de l'austenita a alta temperatura. Després que la fosa de crom ultra alt com fosa s'escalfa a la temperatura d'austenització, el carboni sobresaturat i els elements d'aliatge de l'austenita precipiten com a carburs secundaris, que és un procés de difusió. Quan el temps de retenció és massa curt, la quantitat de precipitació de carburs secundaris és massa petita. Com que l'austenita conté més carboni i elements d'aliatge, l'estabilitat és massa alta. La transformació de la martensita és incompleta durant l'extinció i la duresa d'extinció és baixa. Amb l'augment del temps de retenció, augmenta la quantitat de precipitació de carburs secundaris, disminueix l'estabilitat de l'austenita, augmenta la quantitat de martensita formada durant l'extinció i augmenta la duresa de l'extinció. Després de mantenir-se durant un cert període de temps, el contingut de carboni i el contingut d'aliatge de l'austenita aconsegueixen l'equilibri. Si continueu allargant el temps de retenció, els grans d'austenita es tornen més gruixuts, donant lloc a un augment de la quantitat d'austenita retinguda i a una disminució de la duresa d'extinció.
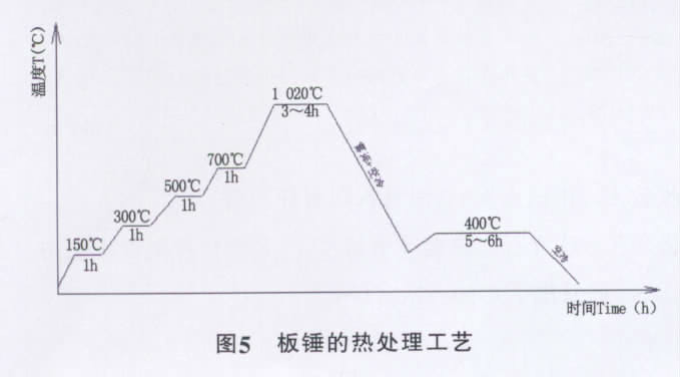
D'acord amb l'estàndard nacional, es determinen les especificacions del procés de tractament tèrmic GB / T 8263-1999 "Ferro colat blanc antidesgast", la referència als materials de referència, la precipitació secundària de carbur i la temperatura d'extinció de la dissolució, la temperatura de tremp i el temps de retenció es determinen. el pes màxim del martell de placa El millor procés de tractament tèrmic és: 1 020 ° C (preservació de la calor durant 3 ~ 4 h), extinció de la boira a alta temperatura, refrigeració per aire després de 3 ~ 5 minuts i temperat a alta temperatura a 400 ° C (calor). conservació durant 5 ~ 6 h, refredament per aire difús a temperatura ambient). L'estructura de la matriu després del tremp i el tremp és martensita temperada + carbur eutèctic M7C3 + carbur secundari + austenita residual.
Com que les barres de cop d'alt crom són gruixudes i pesades, per tal d'assegurar que la fosa no s'esquerde durant el tractament tèrmic, s'adopta un escalfament escalonat. Després del tractament tèrmic del martell de placa, la duresa és de 58 ~ 62HRC i la duresa a l'impacte és de fins a 8,5 J / cm2 (exemplar sense entall de 10 mm × 10 mm × 55 mm).
Retroalimentació de les barres de cop de crom alt
- La fosa horitzontal s'utilitza per fer un abocament inclinat, un aïllament de calefacció auxiliar i un ferro de refrigeració externa directa. La superfície del martell està lliure de depressions i sortints. La deformació de flexió és inferior o igual a 2 mm.
- El millor procés de tractament tèrmic de la barra de cop és 1 020 ℃ (3 ~ 4 h de conservació de la calor), extinció de la boira a alta temperatura, refrigeració per aire després de 3 ~ 5 min i temperat a alta temperatura a 400 ℃ (4 ~ 6 h de conservació de la calor, difusa). refrigeració per aire a temperatura ambient). Martensita temperada + carbur eutèctic M7C3 + carbur secundari + austenita retinguda. La duresa després del tractament tèrmic és de 58 ~ 62HRC i la resistència a l'impacte és de 8,5 J / cm2.
- Les barres de cop d'alt crom tenen una vida útil tres vegades més que les barres de bufat d'acer al manganès.
Mr. Nick Sun [email protected]
Hora de publicació: 23 d'octubre de 2020