Urradura-analisia eta optimizazio-diseinua kono crusher-en atorrak kono birringailu hidrauliko batean
Kono Crusher barrunbea eta kono Crusher atorrak materiala kono crusher hidrauliko ahurren eta mantuaren urradura eragiten duten faktore garrantzitsuenak dira. Bezero bat dugu, KP100 kono birringailu hidraulikoa exekutatzen duena harria birrintzeko. Kono birringailuen atorrak 5400 tona birrin ditzake eta 600 ordu lan egin ditzake. Bere lan-baldintzen arabera, kono birringailuaren atorraren urradura aztertuko dugu eta atorrak optimizatzeko diseinua egingo dugu.
Kono birringailuaren atorrak zati garrantzitsuak eta higadurako pieza nagusiak dira. Ondo diseinatutako eta ondo egindako forru pare batek birringailuaren ekoizpen-efizientzia bermatzeaz gain, energia, eskulana eta lehengaiak aurreztu eta produktuaren kalitatea bermatu dezake. Forruaren higadurari eragiten dioten faktore asko daude, hala nola, materialaren gogortasuna, partikulen tamaina, hezetasuna, etekina eta elikadura metodoa, etab., baina garrantzitsuenak dira barrunbearen kurbaren diseinua eta materialaren hautaketa faktoreak.
Kono Crusher Liner Urradura Analisia
Gure bezeroaren KP100 kono Crusher lan baldintzetan oinarrituta:
- 1 kono Crusher forro sorta
- Birrintzeko materiala: harri-harria
- Lan-bizitza: 600 ordu
- 5400 tona birrinduak guztira
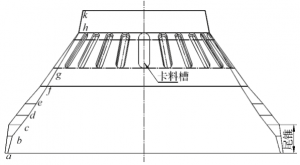
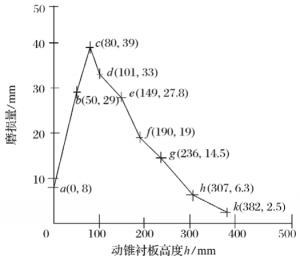
Kono birringailuaren mantuaren eta ahurren kurba higaduraren mapak egin ondoren hurrengo irudian agertzen da:
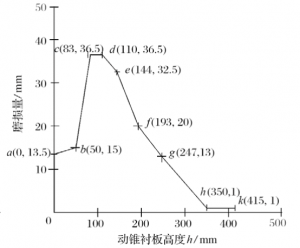
Atal bakoitzaren higadura-kopurua ahurren eta mantuaren altueraren norabidean agertzen da taulan:
| Etiketa | Kono Crusher Mantua | Kono Crusher ahurra | ||
| Altuera | Urradura kopurua | Altuera | Urradura kopurua | |
| a | 0 | 8 | 0 | 13.5 |
| b | 50 | 29 | 50 | 15 |
| c | 80 | 39 | 83 | 36.5 |
| d | 101 | 33 | 110 | 36.5 |
| e | 149 | 27.8 | 144 | 32.5 |
| f | 190 | 19 | 193 | 20 |
| g | 236 | 14.5 | 247 | 13 |
| h | 307 | 6.3 | 350 | 1 |
| k | 382 | 2.5 | 415 | 1 |
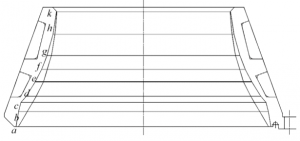
Ahurren eta mantuaren altuera abzisa gisa eta atal bakoitzaren higadura-kopurua ordenatuta hartuta, ahurren eta mantuaren higadura-kurbak hurrenez hurren egiten dira irudian ageri den moduan.
Kono Crusher mantuaren higaduraren azterketa
Goiko zifren arabera, kono birringailuaren mantuaren posizio ezberdinetan higadura kopurua desberdina da.
k puntutik d puntura, pixkanaka higadura-sekzio bat dago, hau da, kono birringailuaren mantuaren kurbaren higadura-kopurua pixkanaka handitzen da goiko k puntutik d-ra. Atal honen goiko muturraren inguruan k puntua dela eta, kono birringailuak jasaten du mineral handien inpaktu karga handiak gainazaleko inpaktuaren gogortze efektu ona izaten du (materiala manganeso altzairu handikoa da), beraz, gainazaleko gogortasuna da. estaldura-taula 500 HBW bezain altua izan daiteke, beraz, goiko muturreko gogortasunaren balioa altuena da.
k puntutik d puntutik behera, mineral zati handiak zati ertain eta txikietan zatitzen diren heinean, eta, azkenik, produktuaren beharrezko bloke-tamainan hautsi ahala, estaldura-plakaren gainazaleko inpaktu-karga murrizten da pixkanaka, beraz, gainazaleko inpaktuaren gogortze-maila handitzen ari da Gainera, barrunbearen bolumen baxuagoa goiko bolumena baino txikiagoa da, eta material kopuru bera apurtzen da eta beheko zatiak goiko aldea baino higadura handiagoa du. Beraz, higadura-kurba gutxi gorabehera linealki aldatzen da k puntutik d puntura, hau da, k puntuko higadura-kopurua txikiena da eta d puntua handiena.
D puntutik a puntura, barrunbe motako sekzio paraleloa da, eta pixkanaka higatzen ez den sekzioa ere bada. Atal honetan, produkzio-prozesuan zehar higitzen den eta finkoaren estaldura konoaren gainazala pixkanaka urratzean, isurketa-zuloen arteko tartea ere handitzen da. Honek mugitzen den konoaren buztan-konoa barrunbean sartzea eragiten du kono finkoaren higaduraren ondoren, eta, azkenik, buztan-konoaren zatiak eta kono finkoaren higadura-kurbak deskarga-ataka eta eskualde paralelo berriak eratzen ditu. hurrengo argazkia:

Kono Crusher ahurren higaduraren azterketa
Goiko zifren arabera, kono birringailu ahurren posizio ezberdinetan higadura-kopurua ere desberdina da.
K-tik h-ra, sarrerako sekzioa da. Atal honetako forruaren kurba gutxi gorabehera bertikala da (kono-kurba higikorra eta finkoa gutxi gorabehera paraleloak dira). Hori dela eta, mugitzen den konoaren goranzko doikuntzan (bizitza), sarreraren tamaina eta sarrera Materialaren partikulen tamaina funtsean ez da aldatzen, inpaktuaren karga orekatua da eta gainazaleko inpaktuaren gogortze maila funtsean berdina da, beraz, higadura kopurua. atal honetan ez da asko aldatzen.
h puntutik c puntura arteko sekzioa pixkanakako higadura-sekzioa da, gutxi gorabehera k puntutik d puntura dagoen kono-linearen goiko analisiaren berdina. Hau da, h goiko puntuak mineral handi baten eragin-karga handia jasaten du. Baliorik altuena h puntutik c puntura da. Inpaktuaren karga pixkanaka gutxitzen doan heinean, gainazaleko inpaktuaren gogortze-maila ere gutxitzen da. Gainera, barrunbeko tartea goitik behera murrizten da, beraz, higadura-kopurua h puntuan txikiena da. , C puntua da handiena, eta atal honetan, higadura-kurbak gutxi gorabehera joera lineala erakusten du.
c puntutik a punturainoko sekzioa (hau da, isats-konoaren sekzioa) higadura maila ez-mailako sekzioa da. Atal honetan, mugitzen diren eta finkoen kono-azalaren gainazalaren higadura pixkanaka, isurketa-zuloen arteko tarteak ere handitzen jarraitzen du. Produktuaren kalitatea bermatzeko, mugitzen den konoa norabidean egokitu behar da, mugitzen den konoaren buztaneko konoa pixkanaka kono finkoan sartu dadin. Barrunbean, higatu eta finko kono kurbak birrintzeko barrunbeen eredu berri bat osatzen dute behin eta berriro, higitzen den konoaren isatsak eta higaturiko kono kurbak eremu paralelo berri bat eta isurketa portuaren tamaina osatu arte.
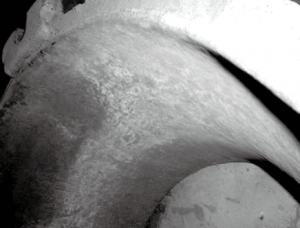
Kono Crusher ahurra eta mantuaren benetako higadura egoera



Emaitza
- Kono birringailu ahurra eta mantuak, funtsean, higadura kopuru bera dute altuera berean, zerbitzu-bizitza berdina da eta barrunbearen kurbaren diseinua zentzuzkoagoa da.
- Barrunbe formako sekzio paraleloan, higadura kopurua goiko aldea baino askoz handiagoa da. Higadurarik larriena kono finkoaren eremu paraleloaren sarrera da, hau da, d puntua eta behekoa eta higitzen den kono-linearen isurketa-ataka eta goitik E punturaino.
- Forruaren higaduraren mugaren barruan, jatorrizko kurba jada existitzen ez den arren, mugitzen diren eta finkoen konoen higadura koherentea dela eta, ekoizpen-prozesuan zehar, isurketa atakaren tamaina automatikoki doikuntzarekin, birrintzeko barrunbe mota berria. Berriz ere Bigarren mailako eraketa da, higaduraren ondoren forruaren alearen forma funtsean forru berriaren berdina dela bermatzen duena.
Optimizazioa Diseinua eta materiala hobetzeko neurriak
Aurreko azterketaren arabera, diseinu eta material hobetzeko neurri hauek har daitezke:
- Murriztu kono birringailuaren mantuaren lodiera k puntutik g puntura (11 ~ 16 mm) higaturiko forruaren kurbara egokitzeko. Honek material kantitatea murriztu dezake eta forru osoaren bizitza bermatu dezake.
- Diseinatu ahurraren sakonera txikiagoa (10 mm) eta sakonagoa (17 mm) izan dadin, higatutako forruaren kurbarekin bat etor dadin forrua higaduran hobetzeko. Txartelaren material efektua.
- Aleazio bidez (Cr, Mo eta aleazio-kantitate aztarnak gehituz (Cr, Mo eta aleazio-kantitate aztarna gehituz (Cr, Mo eta aleazio kopuru jakin bat gehituz (Cr, Mo eta aleazio kopuru jakin bat gehituz) Cr, Mo eta oligoaleazio-elementuek, hala nola, V eta Ti, manganeso altzairu handiko neke-erresistentzia eta higadura-erresistentzia hobetzen dituzte, horrela manganeso handiko altzairuzko estalkien higadura-erresistentzia ezaren ahultasuna hobetuz.
Mr. Nick Sun [email protected]
Argitalpenaren ordua: 2020-10-30