BHP, Curtin University gearwurkje om te ynnovearjen, ôfstudearden te produsearjen dy't klear binne foar wurk

BHP (ASX, LON: BHP), de grutste mynwurker fan 'e wrâld, wurke gear mei Curtin University om te wurkjen oan ûndersyks- en ynnovaasjeprojekten wêrmei't de yndustry ynteraksje mei studinten, ûndersikers en akademisy kin meitsje om ôfstudearden te produsearjen dy't klear binne foar wurk.
Yn in parseberjocht sei de boarnegigant dat it alliânsje ek rjochte is op it berikken fan duorsume, positive feroaring yn yndustry en sektoaren.
Ien fan 'e earste projekten omfettet fiif ûndersyksstúdzjes dy't miljeu-DNA as eDNA sille brûke om it behâld fan soarten en it behâld fan wichtige marinefunksjes te helpen.
Neamd de eDNA foar Global Environment Studies (eDGES), de projekten omfetsje ûndersiik om tafersjoch te ferbetterjen fan 'e bedrige / seldsume Pilbara Olive Python en wiete lannen op hege hichte fan ynternasjonaal belang yn Sily en ûntwikkelje nije tests om invasive marinesoarten te ûntdekken dy't relevant binne foar it sluten fan ynfrastruktuer yn it marine miljeu.
"Us ûndersikers wurkje al om oplossingen te finen foar ús útdagings yn 'e echte wrâld," sei Curtin University fise-kanselier, Deborah Terry, yn it koart.
"Us saakkundigen yn wittenskip, engineering en gegevenswittenskip steane oan 'e foargrûn fan nije materialen, nije produksjemetoaden en keunstmjittige yntelliginsje. It is dizze saakkundigens, ynnovatyf tinken en fisy foar de takomst Curtin sil bringe nei ús alliânsje mei BHP. ”
13 Ton Jaw Plate Production Processing
Yn it jier 2008 krige H&G Machinery in bestelling fan in klant yn 'e Feriene Steaten, dy't in grutte kaakbrekerliner moat produsearje. Gewicht rûnom 13 ton, maten: 4200mm * 2300mm * 400mm, it toskgesicht wurket gesicht, it eftergesicht is ynstallaasjegesicht, ferwurking nedich, it materiaal hie keazen Mn18 alloy stiel.

Materiaal Seleksje
De basis materiaal gearstalling yn de folgjende ljepper:
| Elemint | C | Mn | Si | P | S | Mo | Ni |
| Ynhâld % | 1,1-1,35 | 17.5-19.0 | ≤0,8 | ≤0,06 | ≤0.01 |
Om goede Wear ferset te krijen, moatte wy wat "Ni" en "Mo" eleminten tafoegje.
Production Processing
- Wy kieze hout om it patroan fan grutte kaakplaten te meitsjen.
- De moulding sân is natrium silikaat chrome erts sân, en de twadde laach sân is natrium silikaat kalkstien sân, dat is befoarderlik foar krimp nei it útgieten.
- Hege alumina fjoerstien piip wurdt brûkt yn gating systeem om te soargjen dat gesmolten stiel gjin kontakt mei moulding sân yn 'e runner, sa as te ferminderjen sân wassen, sân gat, lucht gat, en oare mankeminten; 12 gelijkmatig ferdield tooth plaat kanten wurde brûkt foar de binnenste runner; 4 ferwaarming risers wurde regele oan 'e kant fan' e toothed plaat tsjinoer de binnenste runner; sân skimmel is padded 20cm heech op 'e riser kant te fasilitearjen exhaust en ferbetterjen it feeding effekt fan fjoer nozzle; alkohol-basearre zircon poeder wurdt brûkt as coating Paint, borstel 2 lagen, ignite en burn yn 'e tiid nei eltse skilderij; kontrolearje en befêstigje soarchfâldich foar it sluten fan de doaze, en befestigje gelijkmatig mei bevestiging bouten nei it sluten fan de doaze.
Melting en gieten
- Kâldgewalste plaatmetaal fan hege kwaliteit sûnder oalje en roest wurdt selektearre foar skrot. Alle alloys wurde earst hifke. Allinich heechweardige grûnstoffen mei definityf komposysje kinne yn 'e oven set wurde.
- It oerflak fan it smeltproses is bedekt mei kalkstienslaggen om de oksidaasje en luchtopname fan smelte izer te ferminderjen. De raand stielen stekproef foar de oven kin wurde ôffierd nei it trochjaan fan de spektrum analyze en temperatuer mjitting.
- Tidens it oanboarjen waard it seldsume ierde silisium wizige troch de spoelmetoade yn leppel om de korrelgrutte te ferfine.
- Argon wurdt yn 'e leppel blaasd om ûnreinheden en gassen te ferwiderjen. As argon yn 'e leppel blaasd wurdt, moat de temperatuer wurde mjitten om te soargjen dat de gietemperatuer foldocht oan de proseseasken.
- De jittemperatuer wurdt regele op 1410-1425 ℃ en grutte streaming wurdt oannommen.
- Nei it jitten dekke de riser mei in eksothermyske agint om effektyf fieding te garandearjen.
Isolaasje en skjinmeitsjen
1. Nei it jitten moat it sân oan 'e woartel fan' e riser op 'e tiid ôfskodde wurde om de krimp en crack fan casting te foarkommen;
2. Nei it útpakken moat de riser mei droech sân bedutsen wurde en stadich ôfkuolje;
3. By it snijen fan 'e riser, snij it fluch ôf en dekke dan de besuniging mei droech sân en koelje it nei keamertemperatuer
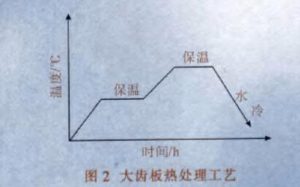
Waarmte behanneling
De waarmte behanneling oannimt wetterkoeling quenching. It waarmtebehannelingsproses wurdt werjûn yn 'e ûndersteande figuer:
Results
Nei 35 dagen fan produksjetiid wiene de 13 ton kaakplaten fan 'e klant klear en stjoerd nei de klant fan 'e Feriene Steaten. Om 6 moannen letter, wy krigen dizze klant feedback dat dizze kaak plaat wurket hiel goed en spant it libben mear dan orizjinele wear dielen.
@Nick Sun [email protected]
Posttiid: Jul-17-2020