BHP, Kērtina universitāte apvieno spēkus, lai ieviestu jauninājumus un iegūtu darbam gatavus absolventus

BHP (ASX, LON: BHP), pasaulē lielākais kalnraču ieguvējs, sadarbojās ar Kērtina universitāti, lai strādātu pie pētniecības un inovācijas projektiem, kas ļaus nozarei sadarboties ar studentiem, pētniekiem un akadēmiķiem, lai sagatavotu darbam gatavus absolventus.
Paziņojumā presei resursu gigants norādīja, ka alianses mērķis ir arī panākt ilgtspējīgas, pozitīvas pārmaiņas visās nozarēs un nozarēs.
Viens no sākotnējiem projektiem ietver piecus pētījumus, kuros tiks izmantota vides DNS vai eDNS, lai palīdzētu saglabāt sugas un saglabāt svarīgus jūras objektus.
Projekti, kas nosaukti par eDNA globālajiem vides pētījumiem (eDGES), ietver izpēti, lai uzlabotu apdraudētā/retā Pilbara Olive Python un starptautiski nozīmīgas augstkalnu mitrāju uzraudzību Čīlē un izstrādātu jaunus testus, lai atklātu invazīvas jūras sugas, kas saistītas ar infrastruktūras slēgšanu. jūras vidē.
"Mūsu pētnieki jau strādā, lai atrastu risinājumus mūsu reālajām problēmām," īsumā sacīja Kērtina universitātes prorektore Debora Terija.
“Mūsu zinātnes, inženierzinātņu un datu zinātnes eksperti ir jaunu materiālu, jaunu ražošanas metožu un mākslīgā intelekta priekšgalā. Tieši šīs zināšanas, novatoriskā domāšana un nākotnes vīzija Kurtins ienesīs mūsu aliansē ar BHP.
13 tonnas žokļu plākšņu ražošanas apstrāde
2008. gadā H&G Machinery saņēma pasūtījumu no ASV klienta, kuram ir jāizgatavo liela žokļu drupinātāja starplika. Svars ap 13 tonnām, izmēri: 4200 mm * 2300 mm * 400 mm, zoba virsma ir darba virsma, aizmugure ir uzstādīšanas virsma, nepieciešama apstrāde, materiāls bija izvēlēts Mn18 leģētais tērauds.

Materiālu izvēle
Pamatmateriāla sastāvs šajā cilnē:
| Elements | C | Mn | Si | P | S | Mo | Ni |
| Saturs % | 1,1-1,35 | 17,5-19,0 | ≤0,8 | ≤0,06 | ≤0,01 |
Lai iegūtu labu nodilumizturību, mums jāpievieno daži “Ni” un “Mo” elementi.
Ražošanas apstrāde
- Mēs izvēlamies koksni, lai izgatavotu lielo žokļu plākšņu rakstu.
- Formēšanas smiltis ir nātrija silikāta hroma rūdas smiltis, bet otrā slāņa smiltis ir nātrija silikāta kaļķakmens smiltis, kas pēc ieliešanas veicina saraušanos.
- Augsta alumīnija oksīda ugunsizturīgo ķieģeļu caurule tiek izmantota vārtu sistēmā, lai nodrošinātu, ka kausētais tērauds nesaskaras ar formēšanas smiltīm skrējienā, lai samazinātu smilšu mazgāšanu, smilšu caurumu, gaisa caurumu un citus defektus; Iekšējam skrējējam tiek izmantotas 12 vienmērīgi sadalītas zobu plāksnes malas; 4 apsildes stāvvadi ir izvietoti zobainās plāksnes pusē, kas ir pretī iekšējam skrējienam; smilšu veidne ir polsterēta 20 cm augstumā stāvvada pusē, lai atvieglotu izplūdi un uzlabotu ugunsdzēsības sprauslas barošanas efektu; uz spirta bāzes izgatavots cirkona pulveris tiek izmantots kā pārklājums Krāsojiet, otu 2 kārtās, aizdedziet un pēc katras krāsošanas laikus sadedziniet; rūpīgi pārbaudiet un apstipriniet pirms kastes aizvēršanas un vienmērīgi nostipriniet ar stiprinājuma skrūvēm pēc kastes aizvēršanas.
Kušana un liešana
- Metāllūžņos tiek izvēlēts augstas kvalitātes auksti velmēts lokšņu metāls bez eļļas un rūsas. Vispirms tiek pārbaudīti visi sakausējumi. Krāsnī var ievietot tikai augstas kvalitātes izejvielas ar noteiktu sastāvu.
- Kausēšanas procesa virsma ir pārklāta ar kaļķakmens izdedžiem, lai samazinātu izkausētā dzelzs oksidēšanos un gaisa uzsūkšanos. Izkausēto tērauda paraugu pirms krāsns var izvadīt pēc spektra analīzes un temperatūras mērīšanas.
- Izsitīšanas laikā retzemju silīcijs tika modificēts ar kausa skalošanas metodi, lai uzlabotu graudu izmēru.
- Argons tiek iepūsts kausā, lai noņemtu piemaisījumus un gāzes. Kad kausā tiek iepūsts argons, ir jāmēra temperatūra, lai nodrošinātu, ka ieliešanas temperatūra atbilst procesa prasībām.
- Liešanas temperatūra tiek kontrolēta 1410-1425 ℃ un tiek pieņemta liela plūsmas liešana.
- Pēc izliešanas pārklājiet stāvvadu ar eksotermisku līdzekli, lai nodrošinātu efektīvu barošanu.
Izolācija un tīrīšana
1. Pēc ieliešanas smiltis pie stāvvada saknes ir laikus jānokrata, lai izvairītos no lējuma saraušanās un plaisāšanas;
2. Pēc izpakošanas stāvvads jāpārklāj ar sausām smiltīm un lēnām jāatdzesē;
3. Griežot stāvvadu, ātri nogrieziet to un pēc tam pārklājiet griezumu ar sausām smiltīm un atdzesējiet līdz istabas temperatūrai
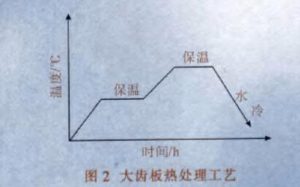
termiskā apstrāde
Termiskā apstrāde izmanto ūdens dzesēšanas dzesēšanu. Termiskās apstrādes process ir parādīts zemāk esošajā attēlā:
Rezultāti
Pēc 35 ražošanas dienām klienta 13 tonnu žokļu plāksnes bija pabeigtas un nosūtītas ASV klientam. Apmēram 6 mēnešus vēlāk mēs saņēmām klientu atsauksmes, ka šī žokļa plāksne darbojas ļoti labi un kalpo ilgāk nekā oriģinālās nodiluma daļas.
@Nick Sun [email protected]
Izlikšanas laiks: 17. jūlijs 2020