BHP, కర్టిన్ యూనివర్శిటీ కొత్త ఆవిష్కరణలకు, ఉద్యోగానికి సిద్ధంగా ఉన్న గ్రాడ్యుయేట్లను ఉత్పత్తి చేయడానికి దళాలను కలుపుతాయి

BHP (ASX, LON: BHP), ప్రపంచంలోని అతిపెద్ద మైనర్, కర్టిన్ విశ్వవిద్యాలయంతో భాగస్వామ్యం కలిగి పరిశోధన మరియు ఆవిష్కరణ ప్రాజెక్ట్లలో పని చేస్తుంది, దీని వలన పరిశ్రమ విద్యార్థులు, పరిశోధకులు మరియు విద్యావేత్తలతో ఉద్యోగానికి సిద్ధంగా ఉన్న గ్రాడ్యుయేట్లను ఉత్పత్తి చేయడానికి వీలు కల్పిస్తుంది.
పరిశ్రమలు మరియు రంగాలలో స్థిరమైన, సానుకూల మార్పును సాధించడం కూడా ఈ కూటమి లక్ష్యం అని ఒక పత్రికా ప్రకటనలో వనరుల దిగ్గజం తెలిపింది.
ప్రారంభ ప్రాజెక్ట్లలో ఒకటి ఐదు పరిశోధన అధ్యయనాలను కలిగి ఉంటుంది, ఇవి పర్యావరణ DNA లేదా eDNA జాతుల సంరక్షణ మరియు ముఖ్యమైన సముద్ర లక్షణాల పరిరక్షణకు సహాయపడతాయి.
గ్లోబల్ ఎన్విరాన్మెంట్ స్టడీస్ (eDGES) కోసం eDNA అని పేరు పెట్టబడిన ఈ ప్రాజెక్ట్లలో అంతరించిపోతున్న/అరుదైన పిల్బరా ఆలివ్ పైథాన్ మరియు అంతర్జాతీయ ప్రాముఖ్యత కలిగిన చిలీలోని ఎత్తైన చిత్తడి నేలల పర్యవేక్షణను మెరుగుపరచడానికి పరిశోధనలు ఉన్నాయి మరియు మౌలిక సదుపాయాల మూసివేతకు సంబంధించిన ఆక్రమణ సముద్ర జాతులను గుర్తించడానికి కొత్త పరీక్షలను అభివృద్ధి చేశారు. సముద్ర వాతావరణంలో.
"మా వాస్తవ-ప్రపంచ సవాళ్లకు పరిష్కారాలను కనుగొనడానికి మా పరిశోధకులు ఇప్పటికే పని చేస్తున్నారు" అని కర్టిన్ యూనివర్శిటీ వైస్-ఛాన్సలర్ డెబోరా టెర్రీ క్లుప్తంగా చెప్పారు.
"సైన్స్, ఇంజనీరింగ్ మరియు డేటా సైన్స్లో మా నిపుణులు కొత్త మెటీరియల్స్, కొత్త తయారీ పద్ధతులు మరియు కృత్రిమ మేధస్సులో ముందంజలో ఉన్నారు. ఈ నైపుణ్యం, వినూత్న ఆలోచన మరియు భవిష్యత్తు కోసం దృష్టి కర్టిన్ BHPతో మా కూటమికి దారి తీస్తుంది.
13 టన్నుల జా ప్లేట్ ఉత్పత్తి ప్రాసెసింగ్
2008 సంవత్సరంలో, H&G మెషినరీ సుమారు 13 టన్నుల బరువు, పరిమాణాలు: 4200mm*2300mm*400mm, దంతాల ముఖం వర్కింగ్ ఫేస్, బ్యాక్ ఫేస్ ఇన్స్టాలేషన్ ఫేస్, మ్యాచింగ్ అవసరం, మెటీరియల్ Mn18 అల్లాయ్ స్టీల్ను ఎంచుకుంది.

మెటీరియల్ ఎంపిక
కింది ట్యాబ్లో ప్రాథమిక మెటీరియల్ కూర్పు:
| మూలకం | సి | Mn | సి | పి | ఎస్ | మో | ని |
| విషయము % | 1.1-1.35 | 17.5-19.0 | ≤0.8 | ≤0.06 | ≤0.01 |
మంచి వేర్ రెసిస్టెన్స్ పొందడానికి, మనం కొన్ని “ని” మరియు “మో” ఎలిమెంట్లను జోడించాలి.
ఉత్పత్తి ప్రాసెసింగ్
- పెద్ద దవడ ప్లేట్ నమూనాను తయారు చేయడానికి మేము కలపను ఎంచుకుంటాము.
- మౌల్డింగ్ ఇసుక సోడియం సిలికేట్ క్రోమ్ ధాతువు ఇసుక, మరియు రెండవ పొర ఇసుక సోడియం సిలికేట్ సున్నపురాయి ఇసుక, ఇది పోయడం తర్వాత సంకోచానికి అనుకూలంగా ఉంటుంది.
- ఇసుక కడగడం, ఇసుక రంధ్రం, గాలి రంధ్రం మరియు ఇతర లోపాలను తగ్గించడానికి, కరిగిన ఉక్కు రన్నర్లో అచ్చు ఇసుకతో సంబంధం కలిగి ఉండదని నిర్ధారించడానికి గేటింగ్ సిస్టమ్లో హై అల్యూమినా రిఫ్రాక్టరీ ఇటుక పైపును ఉపయోగిస్తారు; 12 సమానంగా పంపిణీ చేయబడిన టూత్ ప్లేట్ వైపులా లోపలి రన్నర్ కోసం ఉపయోగిస్తారు; లోపలి రన్నర్కు ఎదురుగా ఉన్న పంటి ప్లేట్ వైపు 4 తాపన రైజర్లు ఏర్పాటు చేయబడ్డాయి; ఎగ్జాస్ట్ను సులభతరం చేయడానికి మరియు ఫైర్ నాజిల్ యొక్క ఫీడింగ్ ప్రభావాన్ని మెరుగుపరచడానికి రైసర్ వైపు 20cm ఎత్తులో ఇసుక అచ్చు వేయబడుతుంది; ఆల్కహాల్-ఆధారిత జిర్కాన్ పౌడర్ను పూతగా ఉపయోగిస్తారు, పెయింట్, బ్రష్ 2 పొరలు, ప్రతి పెయింటింగ్ తర్వాత సమయానికి మండించడం మరియు కాల్చడం; పెట్టెను మూసివేసే ముందు జాగ్రత్తగా తనిఖీ చేయండి మరియు నిర్ధారించండి మరియు పెట్టెను మూసివేసిన తర్వాత బిగించే బోల్ట్లతో సమానంగా బిగించండి.
కరిగి పోయడం
- చమురు మరియు తుప్పు లేకుండా అధిక-నాణ్యత కోల్డ్-రోల్డ్ షీట్ మెటల్ స్క్రాప్ కోసం ఎంపిక చేయబడింది. అన్ని మిశ్రమాలు మొదట పరీక్షించబడతాయి. ఖచ్చితమైన కూర్పుతో అధిక-నాణ్యత ముడి పదార్థాలను మాత్రమే కొలిమిలో ఉంచవచ్చు.
- కరిగిన ఇనుము యొక్క ఆక్సీకరణ మరియు గాలి శోషణను తగ్గించడానికి కరిగే ప్రక్రియ యొక్క ఉపరితలం సున్నపురాయి స్లాగ్తో కప్పబడి ఉంటుంది. కొలిమికి ముందు కరిగిన ఉక్కు నమూనా స్పెక్ట్రమ్ విశ్లేషణ మరియు ఉష్ణోగ్రత కొలతను ఆమోదించిన తర్వాత విడుదల చేయబడుతుంది.
- ట్యాపింగ్ సమయంలో, అరుదైన ఎర్త్ సిలికాన్ ధాన్యం పరిమాణాన్ని మెరుగుపరచడానికి ఇన్ లాడిల్ ఫ్లషింగ్ పద్ధతి ద్వారా సవరించబడింది.
- మలినాలను మరియు వాయువులను తొలగించడానికి ఆర్గాన్ గరిటెలోకి ఊదబడుతుంది. ఆర్గాన్ లాడిల్లోకి ఎగిరినప్పుడు, పోయడం ఉష్ణోగ్రత ప్రక్రియ అవసరాలకు అనుగుణంగా ఉండేలా ఉష్ణోగ్రతను కొలవాలి.
- పోయడం ఉష్ణోగ్రత 1410-1425 ℃ వద్ద నియంత్రించబడుతుంది మరియు పెద్ద ప్రవాహ కాస్టింగ్ స్వీకరించబడింది.
- పోయడం తరువాత, సమర్థవంతమైన దాణాను నిర్ధారించడానికి ఒక ఎక్సోథర్మిక్ ఏజెంట్తో రైసర్ను కవర్ చేయండి.
ఇన్సులేషన్ మరియు క్లీనింగ్
1. పోయడం తరువాత, రైసర్ యొక్క మూలంలో ఇసుక సంకోచం మరియు కాస్టింగ్ యొక్క పగుళ్లను నివారించడానికి సమయానికి కదిలివేయబడాలి;
2. అన్ప్యాక్ చేసిన తర్వాత, రైసర్ పొడి ఇసుకతో కప్పబడి నెమ్మదిగా చల్లబరచాలి;
3. రైసర్ను కత్తిరించేటప్పుడు, దానిని త్వరగా కత్తిరించి, ఆపై పొడి ఇసుకతో కట్ను కప్పి, గది ఉష్ణోగ్రతకు చల్లబరుస్తుంది
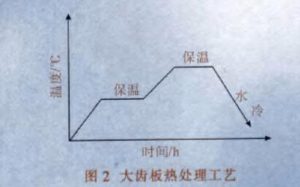
హీట్ ట్రీట్మెంట్
హీట్ ట్రీట్మెంట్ నీటి శీతలీకరణను అణచివేయడాన్ని అవలంబిస్తుంది. వేడి చికిత్స ప్రక్రియ క్రింది చిత్రంలో చూపబడింది:
ఫలితాలు
35 రోజుల తయారీ సమయం తర్వాత, కస్టమర్ యొక్క 13 టన్నుల దవడ ప్లేట్లు పూర్తయ్యాయి మరియు USA కస్టమర్కు పంపబడ్డాయి. దాదాపు 6 నెలల తర్వాత, ఈ దవడ ప్లేట్ చాలా బాగా పని చేస్తుందని మరియు ఒరిజినల్ వేర్ పార్ట్ల కంటే ఎక్కువ జీవితాన్ని కలిగి ఉంటుందని మేము ఈ కస్టమర్ ఫీడ్బ్యాక్ని పొందాము.
@Nick Sun [email protected]
పోస్ట్ సమయం: జూలై-17-2020