BHP-ն և Curtin University-ը միավորում են իրենց ուժերը՝ նորարարության, աշխատանքի համար պատրաստ շրջանավարտներ արտադրելու համար

BHP-ն (ASX, LON՝ BHP)՝ աշխարհի ամենամեծ հանքագործը, համագործակցել է Curtin University-ի հետ՝ աշխատելու հետազոտական և նորարարական նախագծերի վրա, որոնք թույլ կտան ոլորտին շփվել ուսանողների, հետազոտողների և գիտնականների հետ՝ աշխատանքի համար պատրաստ շրջանավարտներ արտադրելու համար:
Մամուլի հաղորդագրության մեջ ռեսուրսների հսկան ասաց, որ դաշինքը նաև ուղղված է արդյունաբերության և ոլորտների միջև կայուն, դրական փոփոխությունների հասնելուն:
Նախնական նախագծերից մեկը ներառում է հինգ հետազոտական հետազոտություններ, որոնք կօգտագործեն շրջակա միջավայրի ԴՆԹ կամ eDNA՝ օգնելու տեսակների պահպանմանը և ծովային կարևոր առանձնահատկությունների պահպանմանը:
Նախագծերը, որոնք կոչվում են eDNA գլոբալ շրջակա միջավայրի ուսումնասիրությունների համար (eDGES), ներառում են հետազոտություն՝ բարելավելու վտանգված/հազվագյուտ ձիթապտղի պիթոնի և Չիլիում միջազգային նշանակության բարձր բարձրության ճահճային տարածքների մոնիտորինգը և մշակել նոր թեստեր՝ հայտնաբերելու ինվազիվ ծովային տեսակներ, որոնք վերաբերում են ենթակառուցվածքների փակմանը: ծովային միջավայրում։
«Մեր հետազոտողներն արդեն աշխատում են մեր իրական աշխարհի մարտահրավերներին լուծումներ գտնելու համար», - ասել է Կուրտին համալսարանի պրոռեկտոր Դեբորա Թերին:
«Գիտության, ճարտարագիտության և տվյալների գիտության մեր փորձագետները նոր նյութերի, արտադրության նոր մեթոդների և արհեստական ինտելեկտի առաջնագծում են: Դա այս փորձն է, նորարարական մտածողությունը և ապագայի տեսլականը Կուրտինը կբերի BHP-ի հետ մեր դաշինքին»:
13 տոննա ծնոտի ափսեի արտադրության վերամշակում
2008 թվականին H&G Machinery- ն պատվեր ստացավ ԱՄՆ-ի հաճախորդից, ով պետք է արտադրի մեծ ծնոտի ջարդիչի երեսպատում: Քաշը մոտ 13 տոննա, չափսերը՝ 4200մմ*2300մմ*400մմ, ատամի երեսը աշխատանքային դեմք է, հետևի երեսը՝ տեղադրման երես, հաստոցների կարիք, նյութը ընտրել է Mn18 լեգիրված պողպատ։

Նյութի ընտրություն
Հիմնական նյութի կազմը հետևյալ ներդիրում.
| Տարր | Գ | Մն | Սի | Պ | Ս | Մո | Նի |
| Բովանդակություն % | 1.1-1.35 | 17.5-19.0 | ≤0.8 | ≤0.06 | ≤0.01 |
Լավ մաշվածության դիմադրություն ստանալու համար մենք պետք է ավելացնենք որոշ «Ni» և «Mo» տարրեր:
Արտադրության վերամշակում
- Մեծ ծնոտի ափսեի նախշը պատրաստելու համար մենք ընտրում ենք փայտ:
- Ձուլման ավազը նատրիումի սիլիկատային քրոմ հանքաքարի ավազն է, իսկ երկրորդ շերտի ավազը նատրիումի սիլիկատային կրաքարի ավազն է, որը լցնելուց հետո նպաստում է փոքրացմանը:
- Բարձր կավահողով հրակայուն աղյուսով խողովակն օգտագործվում է դարպասների համակարգում՝ ապահովելու համար, որ հալած պողպատը չի շփվում ավազի ձուլման ավազի հետ, որպեսզի նվազեցնի ավազի լվացումը, ավազի անցքը, օդային անցքը և այլ թերությունները. 12 հավասարաչափ բաշխված ատամի թիթեղները օգտագործվում են ներքին վազորդի համար; 4 ջեռուցման բարձրացուցիչներ դասավորված են ատամնավոր ափսեի այն կողմում, որը հակառակ է ներքին վազողին. ավազի կաղապարը ծածկված է 20 սմ բարձրությամբ բարձրացող կողմում, որպեսզի հեշտացվի արտանետումը և բարելավվի հրդեհային վարդակի սնուցման ազդեցությունը; Ալկոհոլի վրա հիմնված ցիրկոն փոշի օգտագործվում է որպես ծածկույթ Ներկ, 2 շերտ քսում, յուրաքանչյուր ներկումից հետո ժամանակին բոցավառվում և այրվում; Տուփը փակելուց առաջ ուշադիր ստուգեք և հաստատեք, իսկ տուփը փակելուց հետո հավասարապես ամրացրեք ամրացնող պտուտակներով:
Հալվելն ու լցնելը
- Ջարդոնի համար ընտրված է բարձրորակ սառը գլանվածք, առանց յուղի և ժանգի թիթեղ: Բոլոր համաձուլվածքները առաջին հերթին փորձարկվում են: Վառարան կարելի է դնել միայն բարձրորակ հումք՝ որոշակի բաղադրությամբ։
- Ձուլման գործընթացի մակերեսը ծածկված է կրաքարային խարամով, որպեսզի նվազեցնի հալած երկաթի օքսիդացումը և օդի կլանումը: Հալած պողպատի նմուշը վառարանից առաջ կարող է լիցքաթափվել սպեկտրի վերլուծությունը և ջերմաստիճանի չափումն անցնելուց հետո:
- Թակելու ընթացքում հազվագյուտ հողային սիլիցիումը փոփոխվել է շերեփով լվացման մեթոդով, որպեսզի ճշգրտվի հատիկի չափը:
- Արգոնը փչում են շերեփի մեջ՝ կեղտերն ու գազերը հեռացնելու համար: Երբ արգոնը փչում է շերեփի մեջ, ջերմաստիճանը պետք է չափվի՝ ապահովելու համար, որ հորդառատ ջերմաստիճանը համապատասխանում է գործընթացի պահանջներին:
- Հորդառատ ջերմաստիճանը վերահսկվում է 1410-1425 ℃ և ընդունվում է մեծ հոսքի ձուլում:
- Լցնելուց հետո վերելակը ծածկեք էկզոտերմիկ նյութով, որպեսզի ապահովեք արդյունավետ սնուցում:
Մեկուսացում և մաքրում
1. Լցնելուց հետո բարձրացնողի արմատի ավազը պետք է ժամանակին թափահարել՝ ձուլման կծկվելուց և ճեղքից խուսափելու համար;
2. Փաթեթավորումից հետո վերելակը պետք է ծածկել չոր ավազով և դանդաղ սառեցնել;
3. Բարձրացնողը կտրելիս արագ կտրեք այն, իսկ հետո հատվածը ծածկեք չոր ավազով և սառչեք սենյակային ջերմաստիճանում։
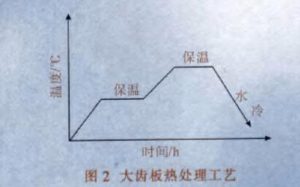
Ջերմային բուժում
Ջերմային բուժումը ընդունում է ջրի սառեցման մարումը: Ջերմային մշակման գործընթացը ներկայացված է ստորև բերված նկարում.
Արդյունքներ
Արտադրության 35 օր հետո հաճախորդի 13 տոննա ծնոտի թիթեղները պատրաստվել և ուղարկվել են ԱՄՆ հաճախորդին: Մոտ 6 ամիս անց մենք ստացանք հաճախորդների այս կարծիքը, որ այս ծնոտի ափսեը շատ լավ է աշխատում և ավելի երկար է տևում, քան օրիգինալ մաշված մասերը:
@Nick Sun [email protected]
Հրապարակման ժամանակը՝ Հուլիս-17-2020