BHP, Кертин университети инновацияларды киргизүү, жумушка даяр бүтүрүүчүлөрдү чыгаруу үчүн күчтөрдү бириктирет

BHP (ASX, LON: BHP), дүйнөдөгү эң ири шахтер, Кертин университети менен өнөктөштүктө изилдөө жана инновациялык долбоорлорду ишке ашыруу үчүн тармакка студенттер, изилдөөчүлөр жана академиктер менен иштешүүгө мүмкүндүк берет.
Пресс-релизинде ресурстук гигант альянс ошондой эле тармактарда жана секторлордо туруктуу, позитивдүү өзгөрүүлөргө жетишүүгө багытталганын айтты.
Алгачкы долбоорлордун бири түрлөрдү сактоого жана маанилүү деңиз өзгөчөлүктөрүн сактоого жардам берүү үчүн экологиялык ДНКны же eDNAны колдоно турган беш изилдөөнү камтыйт.
Глобалдык курчап турган чөйрөнү изилдөө боюнча eDNA (eDGES) деп аталган долбоорлор Чилидеги эл аралык маанидеги жоголуп бара жаткан/сейрек кездешүүчү Пилбара зайтун питонуна жана бийик тоолуу саздак жерлерге мониторингди жакшыртуу боюнча изилдөөлөрдү камтыйт жана инфраструктураны жабууга тиешелүү инвазивдүү деңиз түрлөрүн аныктоо үчүн жаңы тесттерди иштеп чыгууну камтыйт. деңиз чөйрөсүндө.
Кертин университетинин проректору Дебора Терри кыскача баяндамасында: "Изилдөөчүлөрүбүз реалдуу дүйнөдөгү көйгөйлөрүбүздү чечүүнүн үстүндө иштеп жатышат" деди.
«Илим, инженерия жана маалымат илими боюнча биздин эксперттер жаңы материалдардын, жаңы өндүрүш ыкмаларынын жана жасалма интеллекттин алдыңкы сабында. Мына ушул тажрыйба, инновациялык ой жүгүртүү жана келечектеги Кертин биздин BHP менен альянсыбызга алып келет.
13 тонна жаак пластинкасын иштеп чыгуу
2008-жылы H&G Machinery чоң жаак майдалагыч лайнерди чыгарууга муктаж болгон АКШ кардарынан заказ алды. Салмагы 13 тоннанын тегерегинде, өлчөмдөрү: 4200мм * 2300мм * 400мм, тиш бети жумушчу бет, арткы бети орнотуу бети, иштетүү керек, материал Mn18 эритмелүү болотту тандаган.

Материалды тандоо
төмөнкү кошумча барагында негизги материалдык курамы:
| Элемент | C | Mn | Си | П | С | Мо | Ni |
| Мазмун % | 1.1-1.35 | 17.5-19.0 | ≤0,8 | ≤0,06 | ≤0,01 |
Жакшы кийимге туруштук берүү үчүн, биз кээ бир "Ni" жана "Mo" элементтерин кошуубуз керек.
Өндүрүштү кайра иштетүү
- Чоң жаак пластинка үлгүсүн өндүрүү үчүн жыгачты тандайбыз.
- калыптоо кум натрий силикат хром руда кум, ал эми экинчи катмар кум куюп кийин кичирейтүү үчүн шартталган натрий силикат акиташ кум болуп саналат.
- Жогорку глиноземди отко чыдамдуу кирпич түтүк кум жуу, кум тешик, аба тешик, жана башка кемчиликтерди азайтуу үчүн, эриген болот күлүк менен калыптандыруу кум менен байланышпайт камсыз кылуу үчүн дарбаза системасында колдонулат; 12 бирдей бөлүштүрүлгөн тиш пластина тараптар ички күлүк үчүн колдонулат; 4 жылыткыч көтөргүч тиштүү плитанын капталында ички жөө күлүктүн карама-каршы жагында жайгаштырылат; кум көгөрү 20 см бийиктикке толтурулган, чычканды жеңилдетүү жана от соплосунун азыктандыруу эффектин жакшыртуу үчүн көтөргүч тарабында; спиртке негизделген циркон порошок каптоо катары колдонулат Боёк, щетка 2 катмар, ар бир сүрөттөн кийин өз убагында күйүп, күйүп турат; кутучаны жабуудан мурун кылдат текшерип, ырастаңыз жана кутучаны жапкандан кийин бекитүүчү болттор менен бирдей бекитиңиз.
Эрүү жана куюу
- Сыныктар үчүн майсыз жана дат баспаган жогорку сапаттагы муздак прокатталган металл тандалып алынат. Бардык эритмелер биринчи сыналат. Мешке белгилүү курамы бар жогорку сапаттагы сырьёну гана коюуга болот.
- Эритүүчү темирдин кычкылданышын жана абаны сиңирүүсүн азайтуу үчүн эритүү процессинин үстү акиташ шлактары менен жабылат. Мештин алдында эриген болоттун үлгүсүн спектрдик анализден жана температураны өлчөөдөн өткөндөн кийин чыгарууга болот.
- Тактоо учурунда сейрек кездешүүчү кремний дан өлчөмүн тактоо үчүн чөмүчтө жууш ыкмасы менен өзгөртүлгөн.
- Аргон кирлерди жана газдарды жок кылуу үчүн чөмүчкө үйлөтүлөт. Аргонду чөмүчкө үйлөгөндө, куюу температурасы процесстин талаптарына жооп бериши үчүн температураны өлчөө керек.
- Куюу температурасы 1410-1425 ℃ көзөмөлдөнөт жана чоң агымы куюу кабыл алынат.
- Куюлгандан кийин, эффективдүү азыктандырууну камсыз кылуу үчүн көтөргүчтү экзотермикалык агент менен жаап коюңуз.
Изоляция жана тазалоо
1. Куюлгандан кийин стоянканын түбүндөгү кумду өз убагында чайкап салуу керек, куюлган чийкичтин кичирейип, жарака кетпеши үчүн;
2. Таңгактан чыгаргандан кийин көтөргүчтү кургак кум менен жаап, жай муздатуу керек;
3. Көтөргүчтү кесип жатканда аны тез кесип, анан кесилген жерди кургак кум менен жаап, бөлмө температурасында муздатуу керек
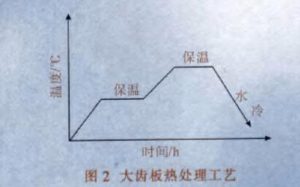
жылуулук менен дарылоо
жылуулук дарылоо суу муздатуу өчүрүү кабыл алат. Жылуулук менен дарылоо процесси төмөнкү сүрөттө көрсөтүлгөн:
Жыйынтыктар
35 күндүк өндүрүш убактысынан кийин кардардын 13 тонналык жаак плиталары бүтүп, АКШга жөнөтүлгөн. Болжол менен 6 ай өткөндөн кийин, биз бул жаак плитасы абдан жакшы иштейт жана оригиналдуу эскирүүчү бөлүктөргө караганда өмүрүн камтыйт деген кардарлардын пикирин алдык.
@Nick Sun [email protected]
Посттун убактысы: 17-июль 2020-жыл