A BHP, a Curtin Egyetem egyesíti erőit az innováció és az állásra kész diplomások előállítása érdekében

A BHP (ASX, LON: BHP), a világ legnagyobb bányásza, a Curtin Egyetemmel együttműködve olyan kutatási és innovációs projekteken dolgozott, amelyek lehetővé teszik az ipar számára, hogy kölcsönhatásba léphessen hallgatókkal, kutatókkal és oktatókkal, hogy munkára kész diplomásokat hozzon létre.
Sajtóközleményben az erőforrás-óriás azt mondta, hogy a szövetség célja az iparágak és ágazatok közötti fenntartható, pozitív változás elérése is.
Az egyik kezdeti projekt öt kutatási tanulmányt foglal magában, amelyek környezeti DNS-t vagy eDNS-t használnak a fajok megőrzésének és a fontos tengeri jellemzők megőrzésének elősegítésére.
Az eDNA for Global Environment Studies (eDGES) névre keresztelt projektek magukban foglalják a veszélyeztetett/ritka Pilbara Olive Python és a chilei nemzetközi jelentőségű magaslati vizes élőhelyek nyomon követésének javítását célzó kutatásokat, valamint új tesztek kidolgozását az infrastruktúra bezárása szempontjából releváns invazív tengeri fajok kimutatására. a tengeri környezetben.
"Kutatóink már dolgoznak azon, hogy megoldásokat találjanak valós kihívásainkra" - mondta a Curtin Egyetem rektorhelyettese, Deborah Terry.
„Tudományos, mérnöki és adattudományi szakértőink élen járnak az új anyagok, az új gyártási módszerek és a mesterséges intelligencia területén. Curtin ezt a szakértelmet, innovatív gondolkodást és jövőképet hozza majd a BHP-vel kötött szövetségünkhöz.”
13 tonna pofalemez gyártási feldolgozás
A 2008-as évben a H&G Machinery megrendelést kapott egy egyesült államokbeli vevőtől, akinek egy nagy pofás törőbetétet kell gyártania. 13 tonna körüli súly, méretek: 4200mm*2300mm*400mm, a fogfelület munkafelület, a hátsó felület beépítési felület, megmunkálásra szorul, az anyag Mn18 ötvözött acélt választott.

Anyag kiválasztása
Az alapanyag összetétele a következő lapon:
| Elem | C | Mn | Si | P | S | Mo | Ni |
| Tartalom % | 1,1-1,35 | 17,5-19,0 | ≤0,8 | ≤0,06 | ≤0,01 |
A jó kopásállóság elérése érdekében néhány „Ni” és „Mo” elemet kell hozzáadnunk.
Gyártás Feldolgozás
- A nagypofalemez mintázat elkészítéséhez fát választunk.
- A fröccsöntő homok nátrium-szilikát króm érces homok, a második réteg homok nátrium-szilikát mészkő homok, amely elősegíti az öntés utáni zsugorodást.
- Magas alumínium-oxid tűzálló téglacsövet használnak a kapurendszerben annak biztosítására, hogy az olvadt acél ne érintkezzen a formázóhomokkal a futóban, így csökkenthető a homokmosás, a homoklyuk, a levegőlyuk és egyéb hibák; 12 egyenletesen elosztott foglemez oldalt használnak a belső futóhoz; A fogazott lemeznek a belső futóval ellentétes oldalán 4 fűtőszál van elrendezve; A homokforma 20 cm magasan párnázott a felszálló oldalán, hogy megkönnyítse a kipufogót és javítsa a tűzoltó fúvóka tápláló hatását; alkohol alapú cirkon port használnak bevonatként Fesni, ecsetelni 2 rétegben, minden festés után időben meggyulladni és elégetni; gondosan ellenőrizze és erősítse meg a doboz bezárása előtt, és a doboz zárása után egyenletesen rögzítse rögzítőcsavarokkal.
Olvadás és öntés
- Kiváló minőségű hidegen hengerelt fémlemez, olaj és rozsda nélkül kerül kiválasztásra a hulladékba. Minden ötvözetet először tesztelnek. A kemencébe csak jó minőségű, határozott összetételű alapanyagok helyezhetők.
- Az olvasztási folyamat felületét mészkősalakkal vonják be, hogy csökkentsék az olvadt vas oxidációját és levegőfelvételét. Az olvadt acélminta a kemence előtt a spektrumanalízis és a hőmérsékletmérés után kiüríthető.
- A csapolás során a ritkaföldfém-szilíciumot üstös öblítési módszerrel módosították a szemcseméret finomítása érdekében.
- Argont fújnak az üstbe, hogy eltávolítsák a szennyeződéseket és a gázokat. Amikor argont fújnak az üstbe, meg kell mérni a hőmérsékletet, hogy megbizonyosodjon arról, hogy az öntési hőmérséklet megfelel a folyamat követelményeinek.
- Az öntési hőmérsékletet 1410-1425 ℃ között szabályozzák, és nagy átfolyású öntést alkalmaznak.
- Kiöntés után fedje le a felszállót exoterm anyaggal a hatékony táplálás érdekében.
Szigetelés és Tisztítás
1. Öntés után a felszálló tövénél lévő homokot időben le kell rázni, hogy elkerüljük a zsugorodást és az öntvény repedését;
2. Kicsomagolás után a felszállót le kell fedni száraz homokkal és lassan le kell hűteni;
3. A felszálló vágásakor gyorsan vágja le, majd fedje le a vágást száraz homokkal és hűtse le szobahőmérsékletre
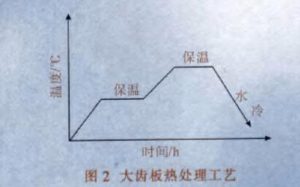
hőkezelés
A hőkezelés vízhűtéses oltást alkalmaz. A hőkezelési folyamat az alábbi ábrán látható:
Eredmények
35 napos gyártási idő után a vevő 13 tonnás pofalemezei elkészültek és elküldték az Egyesült Államok vevőjének. Körülbelül 6 hónappal később azt a vásárlói visszajelzést kaptuk, hogy ez a pofalemez nagyon jól működik, és hosszabb élettartammal rendelkezik, mint az eredeti kopóalkatrészek.
@Nick Sun [email protected]
Feladás időpontja: 2020.07.17