BHP, Curtin háskólinn sameina krafta sína í nýsköpun, framleiða útskriftarnema til starfa

BHP (ASX, LON: BHP), stærsti námuverkamaður heims, gekk í samstarf við Curtin háskólann til að vinna að rannsóknum og nýsköpunarverkefnum sem gera greininni kleift að eiga samskipti við nemendur, vísindamenn og fræðimenn til að framleiða útskriftarnema til starfa.
Í fréttatilkynningu sagði auðlindarisinn að bandalagið miði einnig að því að ná fram sjálfbærum, jákvæðum breytingum á milli atvinnugreina og geira.
Eitt af upphafsverkefnunum felur í sér fimm rannsóknarrannsóknir sem munu nota umhverfis-DNA eða eDNA til að aðstoða við varðveislu tegunda og varðveislu mikilvægra sjávarþátta.
Verkefnin, sem nefnd eru eDNA for Global Environment Studies (eDGES), fela í sér rannsóknir til að bæta vöktun á útrýmingarhættu/sjaldgæfum Pilbara Olive Python og votlendi í háum hæðum sem hafa alþjóðlegt mikilvægi í Chile og þróa nýjar prófanir til að greina ágengar sjávartegundir sem tengjast lokun innviða. í lífríki sjávar.
„Rannsakendur okkar eru nú þegar að vinna að því að finna lausnir á raunverulegum áskorunum okkar,“ sagði vararektor Curtin háskólans, Deborah Terry, í stuttu máli.
„Sérfræðingar okkar í vísindum, verkfræði og gagnavísindum eru í fararbroddi hvað varðar ný efni, nýjar framleiðsluaðferðir og gervigreind. Það er þessi sérfræðiþekking, nýstárlega hugsun og framtíðarsýn sem Curtin mun koma með í bandalag okkar við BHP.“
13 tonn af kjálkaplötuframleiðsluvinnslu
Árið 2008 fékk H&G Machinery pöntun frá bandarískum viðskiptavin, sem þarf að framleiða stóra kjálkakrossarfóður. Þyngd um 13 tonn, stærðir: 4200mm * 2300mm * 400mm, tannhliðið er vinnandi andlit, bakhliðin er uppsetningarandlit, þarfnast vinnslu, efnið hafði valið Mn18 álstál.

Efnisval
Grunnefnissamsetningin í eftirfarandi flipa:
| Frumefni | C | Mn | Si | P | S | Mo | Ni |
| Innihald % | 1,1-1,35 | 17.5-19.0 | ≤0,8 | ≤0,06 | ≤0,01 |
Til þess að fá góða slitþol þurfum við að bæta við nokkrum „Ni“ og „Mo“ þáttum.
Framleiðsluvinnsla
- Við veljum við til að framleiða stóra kjálkaplötumynstrið.
- Mótsandurinn er natríumsílíkat króm málmgrýtisandur og annað lagsandurinn er natríumsílíkat kalksteinssandur, sem stuðlar að rýrnun eftir úthellingu.
- Eldföst múrsteinspípa með háum súráli er notuð í hliðarkerfi til að tryggja að bráðið stál komist ekki í snertingu við mótunarsand í hlauparanum, til að draga úr sandþvotti, sandholu, loftgati og öðrum göllum; 12 jafndreifðar tannplötuhliðar eru notaðar fyrir innri hlauparann; 4 upphitunarstigum er komið fyrir á hlið tannplötunnar á móti innri hlauparanum; sandmót er bólstrað 20 cm hátt á riser hliðinni til að auðvelda útblástur og bæta fóðrunaráhrif brunastúts; alkóhól-undirstaða zircon duft er notað sem húðun Málning, bursta 2 lög, kveikja og brenna í tíma eftir hverja málningu; athugaðu og staðfestu vandlega áður en kassanum er lokað og festið jafnt með festingarboltum eftir að kassanum er lokað.
Bráðnun og úthelling
- Hágæða kaldvalsað málmplata án olíu og ryðs er valið í rusl. Allar málmblöndur eru prófaðar fyrst. Aðeins er hægt að setja hágæða hráefni með ákveðinni samsetningu í ofninn.
- Yfirborð bræðsluferlisins er þakið kalksteinsgjalli til að draga úr oxun og loftupptöku bráðnu járns. Hægt er að losa bráðna stálsýnið fyrir ofninn eftir að hafa staðist litrófsgreininguna og hitastigsmælinguna.
- Við tapping var sjaldgæfa jarðarkísillinn breytt með skolunaraðferðinni í sleif til að betrumbæta kornastærðina.
- Argon er blásið í sleifina til að fjarlægja óhreinindi og lofttegundir. Þegar argon er blásið í sleifina ætti að mæla hitastigið til að tryggja að hellahitastigið uppfylli vinnslukröfurnar.
- Helluhitastiginu er stjórnað við 1410-1425 ℃ og stórflæðissteypa er tekin upp.
- Eftir að hellt hefur verið út skal hylja riserinn með úthitaefni til að tryggja skilvirka fóðrun.
Einangrun og þrif
1. Eftir að hafa hellt skal sandinn við rót risersins hrista af í tíma til að forðast rýrnun og sprungu steypu;
2. Eftir að hafa verið pakkað upp, ætti riser að vera þakið þurrum sandi og kælt hægt;
3. Þegar riserinn er skorinn skal skera það fljótt af og síðan hylja skurðinn með þurrum sandi og kæla hann niður í stofuhita
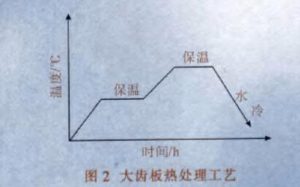
hitameðferð
Hitameðferðin samþykkir vatnskælingu. Hitameðferðarferlið er sýnt á myndinni hér að neðan:
Niðurstöður
Eftir 35 daga framleiðslutíma voru 13 tonna kjálkaplötur viðskiptavinarins búnar og sendar til viðskiptavina í Bandaríkjunum. Um það bil 6 mánuðum síðar fengum við athugasemdir frá viðskiptavinum um að þessi kjálkaplata virkar mjög vel og spannar líf meira en upprunalegir slithlutir.
@Nick Sun [email protected]
Birtingartími: 17. júlí 2020