BHP، د کورټین پوهنتون د نوښت لپاره ځواکونو سره یوځای کیږي، د کار لپاره چمتو فارغین تولیدوي

BHP (ASX، LON: BHP)، د نړۍ ترټولو لوی کان کیندنې، د کارټین پوهنتون سره ملګرتیا وکړه ترڅو د څیړنې او نوښت پروژو کار وکړي چې صنعت ته به اجازه ورکړي چې د زده کونکو، څیړونکو او اکادمیکانو سره اړیکه ونیسي ترڅو د کار لپاره چمتو فارغین تولید کړي.
په یوه مطبوعاتي اعلامیه کې، د منابعو لوی شرکت وویل چې د اتحادیې موخه هم په صنعتونو او سکتورونو کې دوامداره، مثبت بدلون ترلاسه کول دي.
د لومړنیو پروژو څخه یوه کې پنځه څیړنیز مطالعات شامل دي چې د چاپیریال DNA یا eDNA به د ډولونو ساتنه او د مهم سمندري ځانګړتیاو ساتنې کې مرسته وکړي.
د نړیوال چاپیریال مطالعاتو لپاره eDNA نومول شوی (eDGES)، په پروژو کې څیړنې شاملې دي چې د خطر سره مخ / نادر پیلبارا زیتون پایتون او په چیلي کې د نړیوال اهمیت لوړ لوړو لندبلونو څارنې ته وده ورکړي او د زیربنا تړلو پورې اړوند د برید کونکي سمندري ډولونو کشف کولو لپاره نوي ازموینې رامینځته کړي. په سمندري چاپیریال کې.
"زموږ څیړونکي لا دمخه زموږ د ریښتیني نړۍ ننګونو ته د حل لارې موندلو لپاره کار کوي ،" د کورټین پوهنتون وائس چانسلر دیبورا ټیري په لنډه وینا کې وویل.
"زموږ په ساینس، انجنیري او ډیټا ساینس کې ماهرین د نوي موادو، د تولید نوي میتودونو او مصنوعي استخباراتو په سر کې دي. دا دا مهارت دی، نوښتګر فکر او د راتلونکي کورټین لپاره لید به د BHP سره زموږ اتحاد ته راوړي.
13 ټنه د جبري پلیټ تولید پروسس کول
په 2008 کال کې، د H&G ماشین د متحده ایالاتو د پیرودونکي څخه یو امر ترلاسه کړ، کوم چې د لوی جبڑے کولہو لاینر تولید ته اړتیا لري. شاوخوا 13 ټنه وزن ، اندازې: 4200mm * 2300mm * 400mm ، د غاښ مخ مخ په کار دی ، شاته مخ د نصب کولو مخ دی ، ماشین کولو ته اړتیا لري ، موادو د Mn18 الماس فولاد غوره کړی و.

د موادو انتخاب
په لاندې ټب کې د اساسي موادو جوړښت:
| عنصر | ج | Mn | سی | مخ | س | مو | نی |
| منځپانګه٪ | 1.1-1.35 | 17.5-19.0 | ≤0.8 | ≤0.06 | ≤0.01 |
د ښه لباس مقاومت ترلاسه کولو لپاره، موږ اړتیا لرو چې ځینې "Ni" او "Mo" عناصر اضافه کړو.
د تولید پروسس کول
- موږ د لوی جبڑے پلیټ نمونې جوړولو لپاره لرګي غوره کوو.
- د مولډینګ شګه د سوډیم سیلیکیټ کروم ایسک شګه ده، او دوهمه طبقه شګه د سوډیم سیلیکیټ د چونې ډبرې شګه ده، چې د اچولو وروسته د انقباض لپاره مناسبه ده.
- د لوړ الومینا ریفریکٹري خښتو پایپ د ګیټینګ سیسټم کې کارول کیږي ترڅو ډاډ ترلاسه شي چې پړسیدلی فولاد په رنر کې د مولډینګ شګو سره اړیکه نه نیسي ، ترڅو د شګو مینځل ، د شګو سوري ، هوا سوري او نور نیمګړتیاوې کمې کړي؛ 12 په مساوي ډول توزیع شوي د غاښونو پلیټ اړخونه د داخلي رنر لپاره کارول کیږي؛ 4 د تودوخې ریزرونه د غاښونو پلیټ په اړخ کې د داخلي رنر په مقابل کې تنظیم شوي؛ د شګو مولډ 20 سانتي متره د ریزر اړخ کې پیډ شوی ترڅو د وتلو اسانتیا او د اور نوزل تغذیه کولو اغیزه ښه کړي. د الکول پر بنسټ د زیرکون پاؤډ د کوټینګ پینټ په توګه کارول کیږي، د 2 پرتونو برش کړئ، د هر رنګ کولو وروسته په وخت کې سوځول او سوځول؛ د بکس تړلو دمخه په احتیاط سره چیک او تایید کړئ، او د بکس له تړلو وروسته د ګړندی بولټونو سره په مساوي توګه وتړئ.
خړوبول او تویول
- د لوړ کیفیت سړه رول شوي شیټ فلز پرته له تیلو او زنګ څخه د سکریپ لپاره غوره شوی. ټول الیاژ لومړی ازموینه کیږي. یوازې د لوړ کیفیت خام مواد د مشخص جوړښت سره په فرنس کې اچول کیدی شي.
- د خولې کولو پروسې سطحه د چونې ډبرې سره پوښل شوې ترڅو د اوسپنې د اکسیډریشن او هوا جذب کم کړي. د پخلي فولادو نمونه مخکې له دې چې فرنس د سپیکٹرم تحلیل او د تودوخې اندازه کولو څخه تیریدلو وروسته خارج شي.
- د ټایپ کولو په جریان کې، د ځمکې نادر سیلیکون د لامبو فلش کولو طریقې لخوا تعدیل شوی ترڅو د دانې اندازه پاک کړي.
- ارګون د ناپاکۍ او ګازونو د لرې کولو لپاره په کڅوړه کې اچول کیږي. کله چې ارګون په لامبو وهل کیږي، د حرارت درجه باید اندازه شي ترڅو ډاډ ترلاسه شي چې د تودوخې درجه د پروسې اړتیاوې پوره کوي.
- د تودوخې درجه په 1410-1425 ℃ کې کنټرول کیږي او د لوی جریان کاسټینګ منل کیږي.
- د اچولو وروسته، ریزر د Exothermic اجنټ سره پوښ کړئ ترڅو اغیزمن تغذیه یقیني کړي.
موصلیت او پاکول
1. د اچولو وروسته، د ریزر په ریښه کې شګه باید په وخت سره وغورځول شي ترڅو د کاسټ کولو د انقباض او درز څخه مخنیوی وشي؛
2. د بسته بندۍ وروسته، ریزر باید په وچه شګه پوښل شي او ورو ورو یخ شي.
3. کله چې ریزر پرې کړئ، په چټکۍ سره یې پرې کړئ او بیا یې په وچ شګه پوښ کړئ او د خونې د حرارت درجه یې یخ کړئ
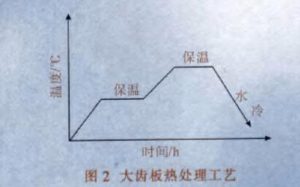
د تودوخې درملنه
د تودوخې درملنه د اوبو یخولو قوی کول غوره کوي. د تودوخې درملنې پروسه په لاندې شکل کې ښودل شوې:
پایلې
د 35 ورځو تولید وخت وروسته، د پیرودونکي 13 ټنه جبڑے پلیټونه پای ته رسیدلي او د متحده ایالاتو پیرودونکي ته لیږل شوي. شاوخوا 6 میاشتې وروسته ، موږ د پیرودونکي نظر ترلاسه کړ چې دا د جبڑے پلیټ خورا ښه کار کوي او د اصلي پوښاک برخو څخه ډیر ژوند اوږدوي.
@Nick Sun [email protected]
د پوسټ وخت: جولای-17-2020