बीएचपी, कर्टिन विश्वविद्यालय नवप्रवर्तन, नौकरी के लिए तैयार स्नातकों को तैयार करने के लिए सेना में शामिल हुए

बीएचपी (एएसएक्स, एलओएन: बीएचपी), दुनिया का सबसे बड़ा खनिक, अनुसंधान और नवाचार परियोजनाओं पर काम करने के लिए कर्टिन विश्वविद्यालय के साथ भागीदारी की, जो उद्योग को छात्रों, शोधकर्ताओं और शिक्षाविदों के साथ नौकरी के लिए तैयार स्नातक तैयार करने की अनुमति देगा।
एक प्रेस विज्ञप्ति में, संसाधन दिग्गज ने कहा कि गठबंधन का उद्देश्य उद्योगों और क्षेत्रों में स्थायी, सकारात्मक बदलाव हासिल करना है।
प्रारंभिक परियोजनाओं में से एक में पांच शोध अध्ययन शामिल हैं जो प्रजातियों के संरक्षण और महत्वपूर्ण समुद्री विशेषताओं के संरक्षण में मदद करने के लिए पर्यावरणीय डीएनए या ईडीएनए का उपयोग करेंगे।
ग्लोबल एनवायरनमेंट स्टडीज (ईडीजीईएस) के लिए ईडीएनए नामित, परियोजनाओं में चिली में लुप्तप्राय / दुर्लभ पिलबारा ओलिव पायथन और अंतरराष्ट्रीय महत्व के उच्च ऊंचाई वाले आर्द्रभूमि की निगरानी में सुधार के लिए अनुसंधान और बुनियादी ढांचे को बंद करने के लिए प्रासंगिक आक्रामक समुद्री प्रजातियों का पता लगाने के लिए नए परीक्षण विकसित करना शामिल है। समुद्री वातावरण में।
"हमारे शोधकर्ता पहले से ही हमारी वास्तविक दुनिया की चुनौतियों का समाधान खोजने के लिए काम कर रहे हैं," कर्टिन विश्वविद्यालय के कुलपति, डेबोरा टेरी ने संक्षेप में कहा।
“विज्ञान, इंजीनियरिंग और डेटा विज्ञान में हमारे विशेषज्ञ नई सामग्री, नई निर्माण विधियों और कृत्रिम बुद्धिमत्ता में सबसे आगे हैं। यह विशेषज्ञता, नवीन सोच और भविष्य के लिए दूरदृष्टि है, जो कर्टिन बीएचपी के साथ हमारे गठबंधन में लाएगा।
13 टन जबड़ा प्लेट उत्पादन प्रसंस्करण
2008 वर्ष में, एच एंड जी मशीनरी को यूएसए के एक ग्राहक से एक ऑर्डर मिला, जिसे एक बड़ा जॉ क्रशर लाइनर बनाने की आवश्यकता है। वजन लगभग 13 टन, आकार: 4200 मिमी * 2300 मिमी * 400 मिमी, दांत का चेहरा काम कर रहा है, पिछला चेहरा स्थापना चेहरा है, मशीनिंग की जरूरत है, सामग्री ने एमएन 18 मिश्र धातु इस्पात को चुना था।

सामग्री चयन
निम्नलिखित टैब में मूल सामग्री संरचना:
| तत्त्व | सी | एम.एन. | सि | पी | एस | एमओ | नी |
| विषय % | 1.1-1.35 | 17.5-19.0 | 0.8 | 0.06 | 0.01 |
अच्छा पहनने का प्रतिरोध प्राप्त करने के लिए, हमें कुछ "नी" और "मो" तत्वों को जोड़ना होगा।
उत्पादन प्रसंस्करण
- हम बड़े जबड़े की प्लेट पैटर्न के निर्माण के लिए लकड़ी का चयन करते हैं।
- मोल्डिंग रेत सोडियम सिलिकेट क्रोम अयस्क रेत है, और दूसरी परत रेत सोडियम सिलिकेट चूना पत्थर रेत है, जो डालने के बाद संकोचन के लिए अनुकूल है।
- उच्च एल्यूमिना आग रोक ईंट पाइप का उपयोग गेटिंग सिस्टम में किया जाता है ताकि यह सुनिश्चित किया जा सके कि पिघला हुआ स्टील धावक में मोल्डिंग रेत से संपर्क नहीं करता है, ताकि रेत धोने, रेत छेद, वायु छेद और अन्य दोषों को कम किया जा सके; 12 समान रूप से वितरित टूथ प्लेट पक्षों का उपयोग आंतरिक धावक के लिए किया जाता है; आंतरिक धावक के विपरीत दांतेदार प्लेट के किनारे पर 4 हीटिंग राइजर की व्यवस्था की जाती है; निकास की सुविधा के लिए और आग नोजल के खिला प्रभाव में सुधार करने के लिए रेत मोल्ड को रिसर की तरफ 20 सेमी ऊंचा गद्देदार किया जाता है; अल्कोहल-आधारित जिक्रोन पाउडर का उपयोग कोटिंग पेंट के रूप में किया जाता है, 2 परतों को ब्रश करता है, प्रज्वलित करता है और प्रत्येक पेंटिंग के बाद समय पर जलता है; बॉक्स को बंद करने से पहले सावधानीपूर्वक चेक करें और पुष्टि करें, और बॉक्स को बंद करने के बाद बन्धन बोल्ट के साथ समान रूप से जकड़ें।
पिघलना और डालना
- स्क्रैप के लिए तेल और जंग के बिना उच्च गुणवत्ता वाली कोल्ड रोल्ड शीट धातु का चयन किया जाता है। सभी मिश्र धातुओं का परीक्षण पहले किया जाता है। केवल निश्चित संरचना वाले उच्च गुणवत्ता वाले कच्चे माल को भट्ठी में डाला जा सकता है।
- पिघले हुए लोहे के ऑक्सीकरण और वायु अवशोषण को कम करने के लिए गलाने की प्रक्रिया की सतह चूना पत्थर के स्लैग से ढकी होती है। भट्ठी से पहले पिघला हुआ स्टील का नमूना स्पेक्ट्रम विश्लेषण और तापमान माप पारित करने के बाद छुट्टी दे दी जा सकती है।
- दोहन के दौरान, अनाज के आकार को परिष्कृत करने के लिए रेयर अर्थ सिलिकॉन को लैडल फ्लशिंग विधि द्वारा संशोधित किया गया था।
- अशुद्धियों और गैसों को दूर करने के लिए आर्गन को कलछी में फूंका जाता है। जब आर्गन को करछुल में उड़ाया जाता है, तो तापमान को यह सुनिश्चित करने के लिए मापा जाना चाहिए कि डालने का तापमान प्रक्रिया की आवश्यकताओं को पूरा करता है।
- डालने का तापमान 1410-1425 ℃ पर नियंत्रित होता है और बड़े प्रवाह कास्टिंग को अपनाया जाता है।
- डालने के बाद, प्रभावी खिला सुनिश्चित करने के लिए रिसर को एक एक्ज़ोथिर्मिक एजेंट के साथ कवर करें।
इन्सुलेशन और सफाई
1. डालने के बाद, कास्टिंग के संकोचन और दरार से बचने के लिए रिसर की जड़ में रेत को समय पर हिलाया जाना चाहिए;
2. अनपैकिंग के बाद, रिसर को सूखी रेत से ढक देना चाहिए और धीरे-धीरे ठंडा करना चाहिए;
3. रिसर को काटते समय जल्दी से काट लें और फिर कट को सूखी रेत से ढक दें और कमरे के तापमान पर ठंडा कर लें
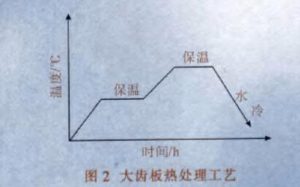
हीट ट्रीटमेंट
हीट ट्रीटमेंट वाटर कूलिंग शमन को अपनाता है। गर्मी उपचार प्रक्रिया को नीचे दिए गए चित्र में दिखाया गया है:
परिणाम
निर्माण समय के 35 दिनों के बाद, ग्राहक की 13 टन जॉ प्लेट समाप्त हो गई थी और संयुक्त राज्य अमेरिका के ग्राहक को भेज दी गई थी। लगभग 6 महीने बाद, हमें यह ग्राहक प्रतिक्रिया मिली कि यह जबड़े की प्लेट बहुत अच्छी तरह से काम करती है और मूल पहनने वाले भागों की तुलना में अधिक जीवन व्यतीत करती है।
@Nick Sun [email protected]
पोस्ट करने का समय: जुलाई-17-2020