BHP, Đại học Curtin hợp lực để đổi mới, tạo ra những sinh viên tốt nghiệp sẵn sàng việc làm

BHP (ASX, LON: BHP), công ty khai thác lớn nhất thế giới, đã hợp tác với Đại học Curtin để thực hiện các dự án nghiên cứu và đổi mới cho phép ngành công nghiệp tương tác với sinh viên, nhà nghiên cứu và học giả để tạo ra những sinh viên tốt nghiệp sẵn sàng việc làm.
Trong một thông cáo báo chí, gã khổng lồ tài nguyên cho biết liên minh cũng nhằm đạt được sự thay đổi tích cực và bền vững giữa các ngành và lĩnh vực.
Một trong những dự án ban đầu liên quan đến năm nghiên cứu sẽ sử dụng DNA môi trường hoặc eDNA để giúp bảo tồn các loài và bảo tồn các đặc điểm biển quan trọng.
Được đặt tên là eDNA cho Nghiên cứu Môi trường Toàn cầu (eDGES), các dự án bao gồm nghiên cứu để cải thiện việc giám sát các loài Trăn ô liu Pilbara nguy cấp / quý hiếm và các vùng đất ngập nước ở độ cao quốc tế có tầm quan trọng quốc tế ở Chile và phát triển các thử nghiệm mới để phát hiện các loài sinh vật biển xâm lấn liên quan đến việc đóng cửa cơ sở hạ tầng trong môi trường biển.
“Các nhà nghiên cứu của chúng tôi đang làm việc để tìm ra giải pháp cho những thách thức trong thế giới thực của chúng tôi,” Phó hiệu trưởng Đại học Curtin, Deborah Terry, cho biết trong bản tóm tắt.
“Các chuyên gia về khoa học, kỹ thuật và khoa học dữ liệu của chúng tôi luôn đi đầu trong lĩnh vực vật liệu mới, phương pháp sản xuất mới và trí tuệ nhân tạo. Đó là kiến thức chuyên môn, tư duy đổi mới và tầm nhìn cho tương lai mà Curtin sẽ mang đến cho liên minh của chúng tôi với BHP. ”
13 tấn Chế biến sản xuất tấm Jaw
Vào năm 2008, H&G Machinery nhận được đơn đặt hàng từ một khách hàng Hoa Kỳ, người cần sản xuất một lớp lót máy nghiền hàm lớn. Trọng lượng khoảng 13 tấn, kích thước: 4200mm * 2300mm * 400mm, mặt răng là mặt gia công, mặt sau là mặt lắp đặt, cần gia công, vật liệu chọn là thép hợp kim Mn18.

Lựa chọn vật liệu
Thành phần vật liệu cơ bản trong tab sau:
| Yếu tố | C | Mn | Si | P | S | Mo | Ni |
| Nội dung % | 1,1-1,35 | 17,5-19,0 | ≤0,8 | ≤0.06 | ≤0.01 |
Để có được khả năng chống mài mòn tốt, chúng ta cần thêm một số nguyên tố “Ni” và “Mo”.
Chế biến sản xuất
- Chúng tôi chọn chất liệu gỗ để sản xuất hoa văn bản hàm lớn.
- Cát làm khuôn là cát quặng crom silicat natri, và cát lớp thứ hai là cát đá vôi natri silicat, có lợi cho sự co ngót sau khi đổ.
- Ống gạch chịu lửa cao nhôm được sử dụng trong hệ thống gating để đảm bảo rằng thép nóng chảy không tiếp xúc với cát đúc trong người chạy, để giảm rửa cát, lỗ cát, lỗ khí và các khuyết tật khác; 12 mặt đĩa răng phân bố đều được sử dụng cho bánh răng bên trong; 4 bộ tăng nhiệt được bố trí ở mặt bên của tấm có răng đối diện với bộ chạy bên trong; khuôn cát được đệm cao 20cm trên mặt máng để thoát khí và nâng cao hiệu quả tiếp liệu của vòi phun lửa; bột zircon gốc cồn dùng làm sơn phủ Sơn, đánh 2 lớp, đánh lửa và cháy kịp thời sau mỗi lần sơn; kiểm tra và xác nhận kỹ trước khi đóng hộp, và xiết đều bằng bu lông xiết sau khi đóng hộp.
Nóng chảy và đổ
- Kim loại tấm cán nguội chất lượng cao không bị dính dầu và rỉ sét được chọn làm phế liệu. Tất cả các hợp kim được thử nghiệm đầu tiên. Chỉ những nguyên liệu thô chất lượng cao với thành phần xác định mới được đưa vào lò.
- Bề mặt của quá trình nấu chảy được phủ một lớp xỉ đá vôi để giảm quá trình oxy hóa và hấp thụ không khí của sắt nóng chảy. Mẫu thép nóng chảy trước khi ra lò có thể được thải ra ngoài sau khi vượt qua quá trình phân tích quang phổ và đo nhiệt độ.
- Trong quá trình khai thác, silic đất hiếm đã được biến đổi bằng phương pháp dội gáo để tinh chỉnh kích thước hạt.
- Argon được thổi vào gáo để loại bỏ tạp chất và khí. Khi thổi argon vào gáo, cần đo nhiệt độ để đảm bảo nhiệt độ rót đáp ứng yêu cầu của quy trình.
- Nhiệt độ rót được kiểm soát ở 1410-1425 ℃ và đúc dòng chảy lớn được áp dụng.
- Sau khi đổ, đậy nắp đậy bằng tác nhân tỏa nhiệt để đảm bảo cho quá trình nạp liệu hiệu quả.
Cách nhiệt và làm sạch
1. Sau khi đổ, cát ở gốc máng hứng cần được giũ kịp thời để tránh hiện tượng co ngót và nứt vỡ vật đúc;
2. Sau khi mở thùng, thùng phải được phủ bằng cát khô và làm nguội từ từ;
3. Khi cắt rãnh, hãy cắt nhanh và sau đó phủ cát khô lên vết cắt và làm nguội ở nhiệt độ phòng
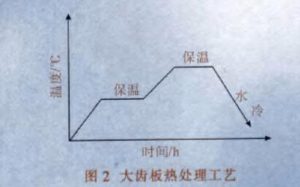
Xử lý nhiệt
Việc xử lý nhiệt thông qua quá trình làm mát bằng nước. Quá trình xử lý nhiệt được thể hiện trong hình dưới đây:
Các kết quả
Sau 35 ngày kể từ ngày sản xuất, các tấm hàm 13 tấn của khách hàng đã hoàn thành và gửi cho khách hàng Hoa Kỳ. Khoảng 6 tháng sau, chúng tôi nhận được phản hồi của khách hàng rằng tấm hàm này hoạt động rất tốt và kéo dài tuổi thọ hơn các bộ phận hao mòn ban đầu.
@Nick Sun [email protected]
Thời gian đăng: 17-07-2020