BHP, Curtin University unen forzas para innovar, producir graduados preparados para o traballo

BHP (ASX, LON: BHP), a mineira máis grande do mundo, asociouse coa Universidade de Curtin para traballar en proxectos de investigación e innovación que permitirán á industria interactuar con estudantes, investigadores e académicos para producir graduados preparados para o traballo.
Nun comunicado de prensa, o xigante dos recursos dixo que a alianza tamén ten como obxectivo lograr un cambio sostible e positivo en todas as industrias e sectores.
Un dos proxectos iniciais inclúe cinco estudos de investigación que utilizarán ADN ambiental ou eDNA para axudar á preservación das especies e á conservación de importantes características mariñas.
Nomeado como eDNA para Estudos Ambientais Globales (eDGES), os proxectos inclúen investigacións para mellorar o seguimento da pitón da oliveira de Pilbara, en perigo de extinción/rara, e dos humidais de gran altitude de importancia internacional en Chile e desenvolver novas probas para detectar especies mariñas invasoras relevantes para o peche da infraestrutura. no medio mariño.
"Os nosos investigadores xa están a traballar para atopar solucións aos nosos desafíos do mundo real", dixo no informe a vicerreitora da Universidade de Curtin, Deborah Terry.
"Os nosos expertos en ciencia, enxeñaría e ciencia de datos están á vangarda en novos materiais, novos métodos de fabricación e intelixencia artificial. É esta experiencia, o pensamento innovador e a visión do futuro que Curtin aportará á nosa alianza con BHP".
Procesamento de produción de placas de 13 toneladas
No ano 2008, H&G Machinery recibiu un pedido dun cliente dos Estados Unidos, que necesitaba producir un forro de trituradora de mandíbula grande. Peso ao redor de 13 toneladas, tamaños: 4200 mm * 2300 mm * 400 mm, a cara do dente é cara de traballo, a cara traseira é a cara de instalación, precisa de mecanizado, o material elixiu o aceiro de aliaxe Mn18.

Selección de material
A composición básica do material na seguinte pestana:
| Elemento | C | Mn | Si | P | S | Mo | Ni |
| % de contido | 1.1-1.35 | 17,5-19,0 | ≤0,8 | ≤0,06 | ≤0,01 |
Para obter unha boa resistencia ao desgaste, necesitamos engadir algúns elementos "Ni" e "Mo".
Procesamento da produción
- Escollemos madeira para fabricar o patrón de placa de mandíbula grande.
- A area de moldaxe é area de mineral de cromo de silicato sódico e a area de segunda capa é area caliza de silicato de sodio, que é propicia para o encollemento despois do vertido.
- O tubo de ladrillo refractario de alta alúmina úsase no sistema de compuerta para garantir que o aceiro fundido non entre en contacto coa area de moldaxe no corredor, para reducir o lavado de area, o burato de area, o burato de aire e outros defectos; Úsanse 12 lados da placa dental distribuídos uniformemente para o corredor interior; 4 elevadores de calefacción están dispostos no lado da placa dentada oposto ao corredor interior; O molde de area está acolchado de 20 cm de alto no lado do elevador para facilitar o escape e mellorar o efecto de alimentación da boquilla de lume; o po de circonio a base de alcohol úsase como revestimento Pintura, pincel 2 capas, acende e queimar a tempo despois de cada pintura; comprobar e confirmar coidadosamente antes de pechar a caixa, e suxeitar uniformemente con parafusos de fixación despois de pechar a caixa.
Derreter e verter
- Para a chatarra selecciónase chapa laminada en frío de alta calidade sen aceite e ferruxe. Todas as aliaxes son probadas primeiro. Só se poden poñer no forno materias primas de alta calidade con composición definida.
- A superficie do proceso de fundición está cuberta con escorias de pedra calcaria para reducir a oxidación e a absorción de aire do ferro fundido. A mostra de aceiro fundido antes do forno pódese descargar despois de pasar a análise do espectro e a medición da temperatura.
- Durante o golpeo, o silicio de terras raras foi modificado polo método de lavado en cucharón para refinar o tamaño do gran.
- Inflárase argón na cunca para eliminar as impurezas e os gases. Cando se sopla argón na cunca, a temperatura debe medirse para garantir que a temperatura de vertido cumpra os requisitos do proceso.
- A temperatura de vertido contrólase a 1410-1425 ℃ e adóptase a fundición de gran caudal.
- Despois de verter, cubra o tubo cun axente exotérmico para garantir unha alimentación eficaz.
Illamento E Limpeza
1. Despois de verter, a area na raíz do riser debe ser sacudida a tempo para evitar o encollemento e a fenda da fundición;
2. Despois de desembalar, o riser debe cubrirse con area seca e arrefriarse lentamente;
3. Ao cortar o elevador, córteo rapidamente e despois cubra o corte con area seca e arrefríeo a temperatura ambiente
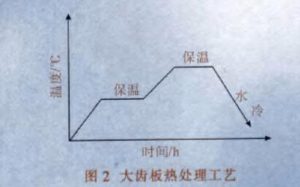
Tratamento térmico
O tratamento térmico adopta a extinción de refrixeración por auga. O proceso de tratamento térmico móstrase na seguinte figura:
Resultados
Despois de 35 días de tempo de fabricación, as placas de mandíbula de 13 toneladas do cliente remataran e enviadas ao cliente dos EUA. Ao redor de 6 meses despois, recibimos este comentario de clientes de que esta placa de mandíbula funciona moi ben e dura máis que as pezas de desgaste orixinais.
@Nick Sun [email protected]
Hora de publicación: 17-Xul-2020