BHP, कर्टिन युनिव्हर्सिटी नावीन्यपूर्ण करण्यासाठी, नोकरीसाठी तयार पदवीधर तयार करण्यासाठी सामील होतात

BHP (ASX, LON: BHP), जगातील सर्वात मोठे खाण कामगार, संशोधन आणि नाविन्यपूर्ण प्रकल्पांवर काम करण्यासाठी कर्टिन युनिव्हर्सिटीशी भागीदारी केली ज्यामुळे उद्योगाला नोकरीसाठी तयार पदवीधर तयार करण्यासाठी विद्यार्थी, संशोधक आणि शैक्षणिक यांच्याशी संवाद साधता येईल.
एका प्रसिद्धीपत्रकात, रिसोर्स जायंटने म्हटले आहे की युतीचे उद्दिष्ट उद्योग आणि क्षेत्रांमध्ये शाश्वत, सकारात्मक बदल साध्य करणे देखील आहे.
प्रारंभिक प्रकल्पांपैकी एकामध्ये पाच संशोधन अभ्यासांचा समावेश आहे जे प्रजातींचे संरक्षण आणि महत्त्वाच्या सागरी वैशिष्ट्यांचे संरक्षण करण्यासाठी पर्यावरणीय DNA किंवा eDNA वापरतील.
eDNA for Global Environment Studies (eDGES) असे नाव देण्यात आलेले, प्रकल्पांमध्ये चिलीमधील लुप्तप्राय/दुर्मिळ पिलबारा ऑलिव्ह पायथन आणि आंतरराष्ट्रीय महत्त्व असलेल्या उच्च-उंची आर्द्र प्रदेशांचे निरीक्षण सुधारण्यासाठी संशोधन आणि पायाभूत सुविधा बंद होण्याशी संबंधित आक्रमक समुद्री प्रजाती शोधण्यासाठी नवीन चाचण्या विकसित करणे समाविष्ट आहे. सागरी वातावरणात.
"आमचे संशोधक आधीच आमच्या वास्तविक-जगातील आव्हानांवर उपाय शोधण्यासाठी काम करत आहेत," कर्टिन विद्यापीठाचे कुलगुरू, डेबोरा टेरी यांनी थोडक्यात सांगितले.
“विज्ञान, अभियांत्रिकी आणि डेटा सायन्समधील आमचे तज्ञ नवीन साहित्य, नवीन उत्पादन पद्धती आणि कृत्रिम बुद्धिमत्तेमध्ये आघाडीवर आहेत. हे कौशल्य, नाविन्यपूर्ण विचार आणि भविष्यातील कर्टिनची दृष्टी आमच्या BHP सोबतच्या युतीमध्ये आणेल.”
13 टन जबडा प्लेट उत्पादन प्रक्रिया
2008 साली, H&G एका USA ग्राहकाकडून ऑर्डर मिळाली, ज्यांना मोठा जबडा क्रशर लाइनर तयार करायचा आहे. सुमारे 13 टन वजन, आकार: 4200mm*2300mm*400mm, टूथ फेस वर्किंग फेस आहे, मागचा चेहरा इन्स्टॉलेशन फेस आहे, मशीनिंगची गरज आहे, मटेरिअलने Mn18 अलॉय स्टील निवडले होते.

साहित्य निवड
खालील टॅबमध्ये मूलभूत सामग्रीची रचना:
| घटक | सी | म.न | सि | पी | एस | मो | नि |
| सामग्री % | 1.1-1.35 | १७.५-१९.० | ≤0.8 | ≤0.06 | ≤०.०१ |
चांगला पोशाख प्रतिरोध मिळविण्यासाठी, आम्हाला काही "Ni" आणि "Mo" घटक जोडणे आवश्यक आहे.
उत्पादन प्रक्रिया
- आम्ही मोठ्या जबड्याच्या प्लेट नमुना तयार करण्यासाठी लाकूड निवडतो.
- मोल्डिंग वाळू ही सोडियम सिलिकेट क्रोम धातूची वाळू आहे, आणि दुसऱ्या थराची वाळू सोडियम सिलिकेट चुनखडीची वाळू आहे, जी ओतल्यानंतर संकुचित होण्यास अनुकूल आहे.
- वितळलेल्या स्टीलचा रनरमधील मोल्डिंग वाळूशी संपर्क होणार नाही याची खात्री करण्यासाठी उच्च अॅल्युमिना रेफ्रेक्ट्री ब्रिक पाईप गेटिंग सिस्टममध्ये वापरला जातो, ज्यामुळे वाळू धुणे, वाळूचे छिद्र, एअर होल आणि इतर दोष कमी होतात; आतील धावपटूसाठी 12 समान रीतीने वितरित टूथ प्लेट बाजू वापरल्या जातात; 4 हीटिंग रिझर्स टूथड प्लेटच्या बाजूला आतील रनरच्या विरुद्ध बाजूस व्यवस्थित केले जातात; एक्झॉस्ट सुलभ करण्यासाठी आणि फायर नोजलचा फीडिंग इफेक्ट सुधारण्यासाठी राइजरच्या बाजूने वाळूचा साचा 20 सेमी उंच पॅड केला जातो; अल्कोहोल-आधारित झिरकॉन पावडर कोटिंग पेंट, ब्रश 2 लेयर, प्रत्येक पेंटिंगनंतर वेळेत प्रज्वलित आणि बर्न म्हणून वापरली जाते; बॉक्स बंद करण्यापूर्वी काळजीपूर्वक तपासा आणि पुष्टी करा आणि बॉक्स बंद केल्यानंतर फास्टनिंग बोल्टसह समान रीतीने बांधा.
वितळणे आणि ओतणे
- स्क्रॅपसाठी तेल आणि गंज नसलेली उच्च-गुणवत्तेची कोल्ड-रोल्ड शीट मेटल निवडली जाते. सर्व मिश्रधातूंची प्रथम चाचणी केली जाते. केवळ निश्चित रचना असलेला उच्च-गुणवत्तेचा कच्चा माल भट्टीत टाकला जाऊ शकतो.
- वितळलेल्या लोखंडाचे ऑक्सिडेशन आणि हवेचे शोषण कमी करण्यासाठी वितळण्याच्या प्रक्रियेची पृष्ठभाग चुनखडीच्या स्लॅगने झाकलेली असते. भट्टीपूर्वी वितळलेल्या स्टीलचा नमुना स्पेक्ट्रम विश्लेषण आणि तापमान मोजमाप पार केल्यानंतर सोडला जाऊ शकतो.
- टॅपिंग करताना, रेअर अर्थ सिलिकॉनला इन लॅडल फ्लशिंग पद्धतीने धान्याचा आकार परिष्कृत करण्यासाठी सुधारित केले गेले.
- अशुद्धता आणि वायू काढून टाकण्यासाठी आर्गॉन लाडलमध्ये फुंकले जाते. जेव्हा आर्गॉन लाडलमध्ये उडवले जाते, तेव्हा ओतण्याचे तापमान प्रक्रियेच्या आवश्यकता पूर्ण करते याची खात्री करण्यासाठी तापमान मोजले पाहिजे.
- ओतण्याचे तापमान 1410-1425 ℃ वर नियंत्रित केले जाते आणि मोठ्या प्रवाह कास्टिंगचा अवलंब केला जातो.
- ओतल्यानंतर, प्रभावी आहार सुनिश्चित करण्यासाठी राइजरला एक्सोथर्मिक एजंटने झाकून टाका.
इन्सुलेशन आणि स्वच्छता
1. ओतल्यानंतर, कास्टिंगचे संकोचन आणि क्रॅक टाळण्यासाठी राइसरच्या मुळाशी असलेली वाळू वेळेत झटकली पाहिजे;
2. अनपॅक केल्यानंतर, राइजर कोरड्या वाळूने झाकलेले असावे आणि हळूहळू थंड केले पाहिजे;
3. राइजर कापताना, ते लवकर कापून टाका आणि नंतर कट कोरड्या वाळूने झाकून खोलीच्या तापमानाला थंड करा
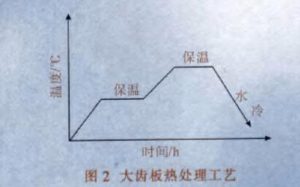
हीट ट्रीटमेंट
हीट ट्रीटमेंट वॉटर कूलिंग क्वेंचिंगचा अवलंब करते. उष्णता उपचार प्रक्रिया खालील चित्रात दर्शविली आहे:
परिणाम
उत्पादनाच्या 35 दिवसांच्या कालावधीनंतर, ग्राहकाच्या 13 टन जबड्याच्या प्लेट्स पूर्ण झाल्या आणि यूएसए ग्राहकांना पाठवण्यात आल्या. सुमारे 6 महिन्यांनंतर, आम्हाला हा ग्राहकांचा अभिप्राय मिळाला की ही जबड्याची प्लेट खूप चांगली कार्य करते आणि मूळ पोशाख भागांपेक्षा जास्त आयुष्य व्यापते.
@Nick Sun [email protected]
पोस्ट वेळ: जुलै-17-2020